Medición de las marcas de hundimiento
Las marcas de hundimiento se producen cuando la superficie de un producto moldeado se contrae y forma ligeras depresiones o cráteres. Aunque las marcas de hundimiento no afectan a la resistencia ni al funcionamiento de la pieza, se consideran un defecto de calidad. También hay casos en los que se produce una cavidad en el interior del producto. Esto se denomina vacío. Tanto las marcas de hundimiento como los huecos se producen como resultado de una contracción anormal durante el proceso de enfriamiento y solidificación del material plástico fundido.
Esta página presenta formas de reducir y medir las marcas de hundimiento utilizando un perfilómetro óptico 3D.
- Marcas de hundimiento
- Contramedidas contra las marcas de hundimiento en el diseño de moldes
- Medición de las marcas de hudimiento
- Solución de problemas en la medición de marcas de hundimiento
- Resumen
Marcas de hundimiento
Las marcas de hundimiento se forman principalmente durante el proceso de enfriamiento, cuando las zonas de resina líquida caliente se enfrían y encogen a diferentes velocidades. Los hundimientos son más comunes en las secciones más gruesas de las piezas moldeadas, ya que estas secciones más gruesas contienen más plástico y tardan más en enfriarse. Aunque depende de las circunstancias, las marcas de hundimiento pueden evitarse cuando no hay grandes diferencias en las condiciones de refrigeración entre el interior y el exterior del producto. A continuación te indicamos 5 formas de evitar que se produzcan marcas de hundimiento.
- Bajar la temperatura del material plástico.
- Bajar la temperatura del molde (o subirla según las circunstancias).
- Reducir las diferencias de espesor de las paredes del producto (utilizar rebajes para que el producto sea más fino).
- Aumentar la presión de inyección.
- Aumentar la presión y el tiempo de retención.
Tenga en cuenta que cuando la rigidez de la superficie es fuerte en comparación con la fuerza de retracción, pueden generarse huecos en el centro dentro del producto.
Contramedidas contra las marcas de hundimiento en el diseño de moldes
En la sección siguiente se presentan tres contramedidas a las marcas de hundimiento que pueden aplicarse en la fase de diseño del molde.
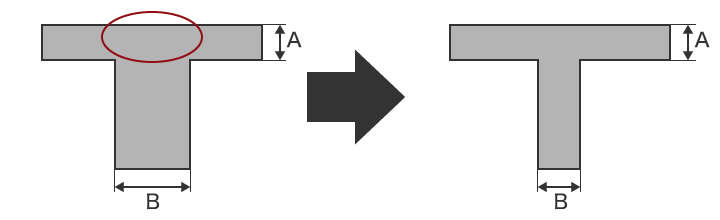
Reducir el espesor de las paredes
En general, las piezas más gruesas se enfrían más lentamente que las más finas. Es más probable que se produzcan marcas de hundimiento en esas partes (indicadas por el círculo rojo en la figura siguiente). En este caso, es posible eliminar la marca de hundimiento cambiando el espesor de la pared del producto de plástico moldeado. Por ejemplo, cambiar el espesor B de la figura para que sea igual al de A (o para que sea igual o inferior al 70%) puede evitar la aparición de marcas de hundimiento.
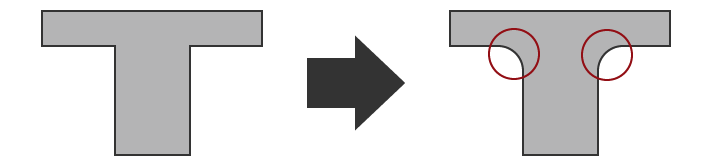
Cambio de forma para reducir gradualmente el espesor de la pared
Como ya se ha dicho, las marcas de hundimiento pueden evitarse reduciendo el espesor. Sin embargo, hay algunos casos en los que no se puede cambiar el espesor. Por ejemplo, a veces no se puede modificar el espesor para mantener la resistencia. En casos como éste, convendría cambiar la forma para que el espesor de la pared cambie gradualmente. Si se observa el ejemplo siguiente, se puede ver cómo se pueden añadir esquinas redondeadas a lo que resulta en una ligera disminución del espesor de la pared.
Además de los cambios de forma, también podría añadir un tubo de refrigeración en las partes donde se acumula el calor o utilizar materiales que tengan una alta conductividad térmica.
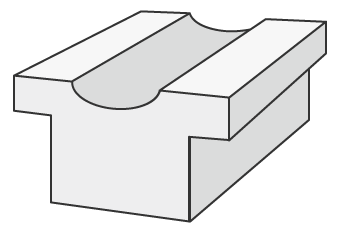
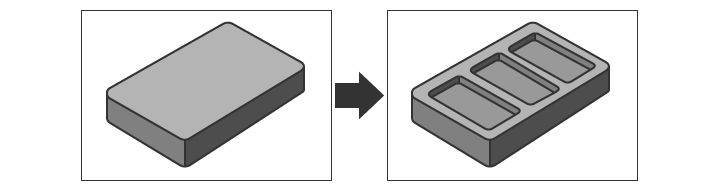
Adición de socavaduras y nervaduras
La adición de socavaduras y nervaduras puede ayudar a reducir la aparición de marcas de hundimiento cuando se trata de piezas complejas que requieren distintos niveles de espesor. La adición de socavaduras y secciones transversales de piezas más gruesas en zonas más gruesas puede ayudar a reducir la temperatura permitiendo un proceso de enfriamiento más uniforme. Además, la adición de un patrón de estrías cruzadas en el interior de la socavadura permite evitar las marcas de hundimiento sin perder resistencia. El cambio gradual del espesor de la pared y el biselado también son eficaces para reducir los cambios bruscos de presión en el molde.
Medición de las marcas de hundimiento
Las marcas de hundimiento no solo se consideran un defecto estético, sino que también pueden ser perjudiciales para la integridad estructural de la pieza de plástico, inutilizándola. Es importante utilizar la herramienta de medición adecuada para identificar las causas de los defectos, como la presión de moldeo, el volumen de material inyectado y la temperatura. Las herramientas de medición convencionales, como los medidores de altura o las máquinas de medición de coordenadas (CMM), son a veces difíciles de utilizar, lo que da lugar a mediciones inexactas. A continuación, analizaremos algunos de los problemas que plantean los sistemas convencionales y presentaremos una nueva tecnología de medición que puede compensar algunos de estos problemas.
Problemas en la medición con un medidor de altura
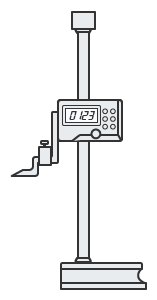
Para medir la altura puede utilizarse un medidor de altura en combinación con un manómetro comparador. Como la medición se limita a puntos, no se puede identificar toda la forma, por lo que es imposible obtener una visión completa de las condiciones generales. Además, cuando se mide una pieza flexible, la presión de medición puede doblar la pieza produciendo mediciones inexactas. La variación de los resultados de medición entre distintos operadores y los errores del propio instrumento de medición también imposibilitan una medición estable y precisa.
Problemas de medición con una máquina de medición de coordenadas

Cuando se mide una pequeña marca de hundimiento de 1 mm2 (0.0016 in2), es extremadamente difícil medir la forma con precisión apuntando a ese lugar con la sonda y creando una superficie virtual. También es difícil identificar la forma exacta cuando se mide la forma 3D de un área pequeña debido al reducido número de puntos de medición. También se trabaja mucho en tareas relacionadas, como tabular los datos de las mediciones y comparar los resultados con los planos.
Solución de problemas en la medición de marcas de hundimiento
Los instrumentos de medición que se utilizan habitualmente plantean problemas como el hecho de que la medición de objetivos y áreas tridimensionales se realiza mediante contacto puntual o lineal, y la escasa fiabilidad de los valores de medición. Para resolver estos problemas de medición, KEYENCE ha desarrollado el perfilómetro óptico 3D de la Serie VR.
La Serie VR captura con precisión la forma tridimensional de toda la superficie del objetivo sin entrar en contacto con él. También mide la forma tridimensional mediante el escaneado tridimensional del objetivo en el escenario en tan solo un segundo con gran precisión. Es capaz de realizar mediciones instantáneas y cuantitativas sin errores en los resultados de medición. Esta sección presenta algunas ventajas específicas de la Serie VR.
Ventaja 1: recoger datos de 800,000 puntos de medición.
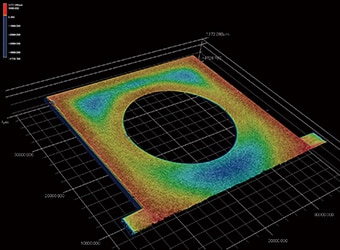
La Serie VR también puede medir un área amplia de hasta 300 × 150 mm (11.81" × 5.91") y capturar hasta 800,000 puntos de datos por escaneado. Como se puede identificar toda la forma y medir las partes altas y bajas, es posible identificar incluso las marcas de hundimiento leves con la misma facilidad que las grandes. Todos los datos de medición se almacenan, y los datos almacenados pueden compararse con otros datos o con datos de diseño en 3D.
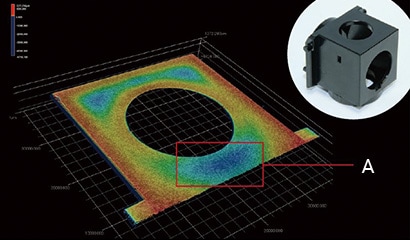
- A
- La zona azul indica una concavidad.
A diferencia de los instrumentos de medición convencionales, la Serie VR es capaz de medir fácilmente marcas de hundimiento dispersas en una amplia zona. Este tipo de medición requería antes mucho tiempo y esfuerzo cuando se utilizaban sistemas convencionales. También se incluyen herramientas de medición que permiten realizar fácilmente diversas mediciones. Esto hace posible que incluso los usuarios principiantes puedan realizar mediciones precisas, eliminando la necesidad de asignar un operador especializado al trabajo de medición.

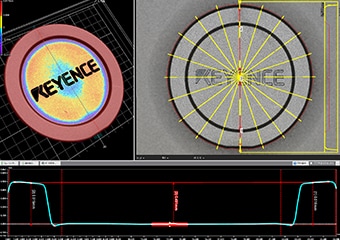
Ventaja 2: salida de datos a Excel y a CAD posible.
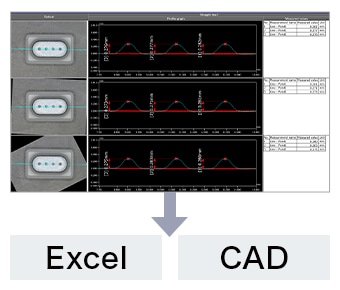
Los datos pueden enviarse a Excel exactamente como aparecen en la pantalla. Funciones como la posibilidad de ordenar cada valor medido o de establecer una tabla dinámica para resumir los datos permiten realizar exámenes detallados sin problemas. Además de STEP y ASCII, también admite la salida de datos CAD en formato STL. Los datos creados pueden utilizarse de muchas maneras.
Resumen
La Serie VR puede medir formas de objetivos 3D de forma precisa e instantánea mediante escaneado 3D de alta velocidad sin entrar en contacto con el objetivo. Incluso mediciones difíciles, como la altura y la rugosidad de las marcas de hundimiento, pueden realizarse en tan solo un segundo. La Serie VR resuelve todos los problemas que plantean los instrumentos de medición convencionales.
- Dado que mide toda la superficie, la Serie VR puede medir fácilmente marcas de hundimiento en una amplia zona. También se pueden medir los puntos más altos y los más bajos.
- De este modo se elimina la variación derivada de factores humanos, lo que hace posible una verdadera medición cuantitativa.
- Sin necesidad de posicionamiento ni otro tipo de preparación, la medición puede realizarse simplemente colocando el objetivo en la plataforma y presionando un botón. Esto elimina la necesidad de asignar un operador especializado para los trabajos de medición.
- Las formas 3D pueden medirse fácilmente a altas velocidades con gran precisión. Esto permite medir un gran número de objetivos en poco tiempo, lo que contribuye a mejorar la calidad.
Este sistema también permite realizar comparaciones con datos de formas 3D y datos CAD anteriores, así como analizar fácilmente datos como la distribución dentro de las tolerancias. Puede utilizarse eficazmente para una amplia gama de fines, como el desarrollo de productos, el análisis de tendencias de fabricación y las inspecciones por muestreo.
