Un método para medir con precisión y facilidad el desgaste
El desgaste se produce en los bordes de las brocas de las herramientas, las partes deslizantes de las piezas mecánicas, y tiene un gran efecto en el rendimiento. Los efectos del desgaste pueden provocar fallos de mecanizado (debidos al calor o a las vibraciones), fallos de funcionamiento (causados por la holgura) y, en el peor de los casos, pueden provocar averías o daños en la máquina.
Se puede utilizar aceite u otros lubricantes para evitar el desgaste. Sin embargo, el desgaste es difícil de prevenir por completo y sigue siendo un factor de riesgo potencial. Por esta razón, la medición del desgaste es esencial para mantener la calidad del producto, realizar el mantenimiento de los equipos y garantizar la seguridad.
- Desgaste
- Tipos de desgaste
- Necesidad de medir el desgaste
- Problemas de la medición convencional del desgaste
- Solución de problemas en la medición del desgaste
- Resumen: una mejora y mayor eficacia en la medición del desgaste difícil
Desgaste
El desgaste se produce cuando el material de una superficie sólida se desprende gradualmente como resultado de la fricción. La fricción y el desgaste se ven afectados por factores externos (como la carga, la velocidad, la temperatura y la atmósfera), así como por factores técnicos (como la forma geométrica, la deformación y el estado de la interfaz).
La erosión es similar al desgaste, y se refiere al desgaste causado por la fricción entre un fluido y un objeto sólido. Por ejemplo, puede producirse erosión entre el fluido de una tubería y sus paredes.
Tipos de desgaste
Porque el desgaste se produce como resultado de un número extremadamente grande de parámetros que interactúan de forma compleja. Esto incluye la localización de la fricción, las características físicas de los materiales de fricción, la atmósfera ambiente, el calor, la temperatura y las acciones físicas y químicas. Esta sección presenta algunos tipos típicos de desgaste.
Desgaste adhesivo
El desgaste por adherencia se produce cuando dos objetos sólidos rozan entre sí y se unen (adhieren), para después fracturarse y separarse. El desgaste adhesivo se produce como resultado de los enlaces químicos entre los objetos sólidos. Por esta razón, es más probable que se produzca entre los siguientes tipos de objetos sólidos.
- Materiales del mismo tipo
- Materiales que tienen la misma estructura cristalina y constantes de red similares
Desgaste abrasivo
El desgaste abrasivo se produce entre dos objetos sólidos cuando las protuberancias del material más duro cortan mecánicamente el material más blando. Entre sus características se incluyen unas condiciones de lubricación comparativamente buenas y un bajo grado de adherencia, así como un mayor desgaste en comparación con otros modos de desgaste.
Desgaste por fatiga
El desgaste por fatiga se produce cuando el rozamiento por rodadura predomina sobre el rozamiento por deslizamiento, en casos como en la superficie de rodadura de un rodamiento o en la superficie de los dientes de un engranaje. El proceso que conduce a la fricción por fatiga es el que se muestra a continuación.
- (1) Las tensiones repetidas actúan sobre la superficie de contacto de las piezas metálicas.
- (2) Esta tensión repetida hace que la superficie se endurezca gradualmente.
- (3) Se producen grietas finas que progresan hasta formar grietas más grandes.
- (4) La capa superficial se despega.
La tensión de cizallamiento que genera la fisuración fina en (3) es mayor en un punto situado ligeramente hacia el interior desde la superficie. El mismo proceso anterior también da lugar a picaduras, que forman hoyos en forma de parches en una superficie de apoyo como resultado de la fatiga por rodadura, así como al desconchado, que provoca el desprendimiento de fragmentos de metal considerablemente grandes de la superficie del diente como resultado de la fatiga del material.
Desgaste por rozamiento
El desgaste por rozamiento es un desgaste que se produce en la superficie de contacto entre materiales que se diseñaron basándose en el supuesto de que no se produciría ningún deslizamiento. Cuando se aplican tensiones repetidas a piezas sujetas por tornillos y tuercas (o a las superficies de contacto de dos piezas), se produce un ligero deslizamiento relativo (rozamiento) que provoca desgaste. El agrietamiento fino se produce en la superficie donde se genera el desgaste por rozamiento. Debido a que la carga externa y la tensión repetida actúan en el lugar del desgaste por rozamiento, la resistencia a la fatiga se reduce a la mitad o menos del nivel original (fatiga por rozamiento), lo que provoca la fractura por fatiga.
Necesidad de medir el desgaste
El desgaste de las herramientas de mecanizado está directamente relacionado con la calidad del mecanizado, y el desgaste de las piezas está directamente relacionado con la precisión y la seguridad de la operación. Por esta razón, es extremadamente importante medir las condiciones de desgaste, como la cantidad de desgaste. En esta sección, explicaremos la importancia de la medición del desgaste utilizando como ejemplos una pastilla de freno y una broca de herramienta de corte.
Medición del desgaste de las pastillas de freno

Una pastilla de freno de automóvil nueva tiene un espesor aproximado de 10 mm (0.39"). Aunque el calendario varía en función del fabricante, por lo general la pastilla de freno se sustituye cuando está desgastada entre 1 y 3 mm (0.04" y 0.12"). La pastilla de freno se desgasta por fricción con el rotor del disco en el caso de un freno de disco, o por fricción con el tambor de freno en el caso de un freno de tambor. El rotor del disco y el tambor del freno también se desgastan. Dado que las condiciones de desgaste aparecen en la superficie desgastada de la pastilla de freno, la durabilidad de la pastilla de freno y el tipo de desgaste que se produce durante el frenado pueden identificarse midiendo u observando el volumen de la pastilla de freno y la cantidad de desgaste.
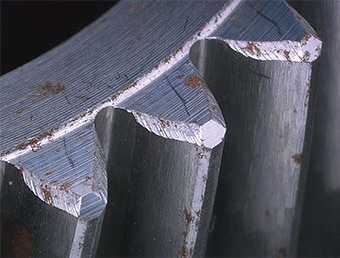
Medición del desgaste de las brocas
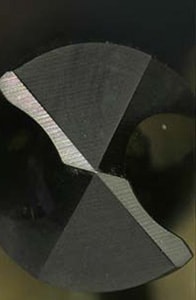
La punta de una fresa o broca se desgasta debido a la fricción con la pieza y las virutas. Las partes que se desgastan difieren según el material; sin embargo, en la mayoría de los casos el desgaste se produce en la superficie de desprendimiento y en la superficie de alivio. Las posibles causas son una velocidad de corte demasiado alta o un material de la broca inadecuado. Dado que la carga sobre la broca aumenta al mecanizar un material difícil de cortar, el desgaste es mayor que al mecanizar materiales ordinarios. Se requiere precaución porque la fricción en la superficie de alivio puede aumentar la fuerza de corte o cambiar la profundidad de corte.
Por estas razones, la medición del desgaste de la broca es extremadamente importante para evaluar la velocidad de corte y para la selección del material de la broca.
Problemas de la medición convencional del desgaste
Normalmente, la cantidad de desgaste se mide utilizando sistemas de medición de perfiles o máquinas de medición de coordenadas. Sin embargo, estos métodos implican los siguientes problemas de medición cuando se mide el desgaste en una gran superficie o en piezas pequeñas.
Problemas en la medición del desgaste mediante un sistema de medición de perfiles
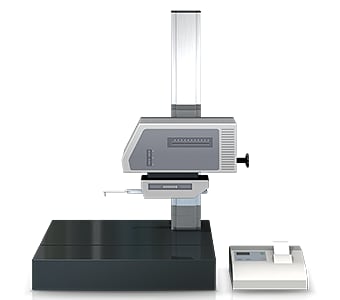
Un sistema de medición de perfiles mide y registra el perfil de un objetivo trazando su superficie con un lápiz óptico. En los últimos años, se han desarrollado sistemas de medición de perfiles que utilizan un láser en lugar de un lápiz óptico para medir formas complejas trazando el perfil sin contacto. Algunos modelos son incluso capaces de realizar mediciones tanto de la superficie superior como de la inferior.
Un sistema de medición de perfiles debe trazar una línea de medición precisa para la cantidad de desgaste que es el objetivo de medición.
Esto plantea los siguientes problemas.
- El trabajo de medición requiere mucho tiempo, incluido el tiempo necesario para fijar la muestra a la plantilla y nivelarla. También se requieren conocimientos y habilidades relacionados con el uso de sistemas de medición de perfiles para nivelar un objetivo con precisión.
- El lápiz óptico de un sistema de medición de perfiles se mueve hacia arriba y hacia abajo en un arco centrado en el fulcro del brazo del lápiz óptico; la punta del lápiz óptico también se mueve en la dirección del eje X produciendo un error en los datos del eje X.
- Trazar la línea deseada con el lápiz óptico es un trabajo extremadamente difícil, e incluso un ligero desplazamiento del lápiz óptico produce errores en los valores medidos.
- También es difícil aumentar el número de objetivos debido a la necesidad de señalar lugares específicos para la medición.
- Solo se puede medir una parte del objetivo, y no es posible evaluar toda la superficie.
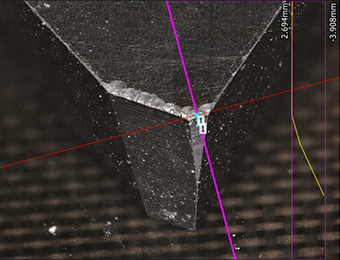
Problemas de medición con una máquina de medición de coordenadas

Cuando la superficie de la pieza desgastada es pequeña, por ejemplo 1 mm2 (0.0016 in2), resulta extremadamente difícil medir la forma con precisión localizando la superficie con una sonda y creando una superficie virtual. También es difícil identificar la forma 3D exacta cuando se mide un área pequeña debido al reducido número de puntos de medición. También se trabaja mucho en tareas relacionadas, como tabular los datos de las mediciones y comparar los resultados con los planos.
Solución de problemas en la medición del desgaste
Los instrumentos de medición convencionales miden un objetivo o área tridimensional mediante el contacto de puntos y líneas. Esto produce problemas porque los usuarios no pueden identificar la forma completa y la fiabilidad de los valores medidos es baja. Para resolver estos problemas de medición, KEYENCE ha desarrollado el perfilómetro óptico 3D de la Serie VR.
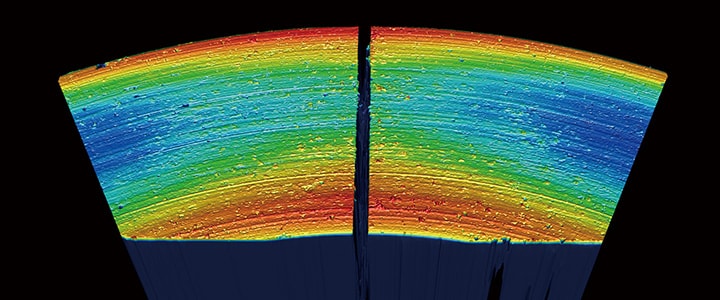
La Serie VR captura con precisión la forma tridimensional de toda la superficie del objetivo sin entrar en contacto con él. También mide la forma tridimensional mediante el escaneado tridimensional del objetivo en el escenario en tan solo un segundo con gran precisión. Es capaz de realizar mediciones instantáneas y cuantitativas sin errores en los resultados de medición. Esta sección presenta algunas ventajas específicas de la Serie VR.
Ventaja 1: recopilación de datos de 800,000 puntos de medición en tan solo un segundo.
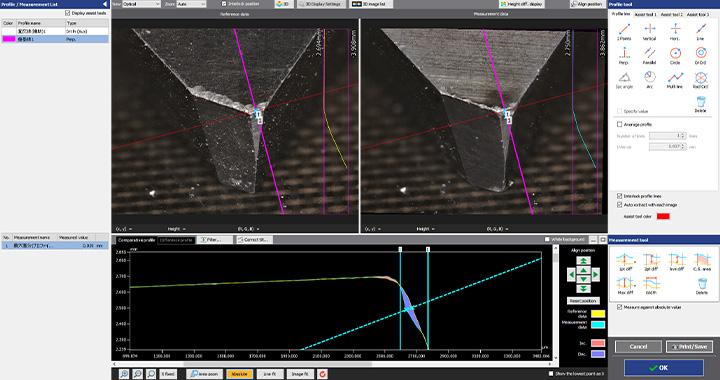
La Serie VR mide la forma de toda la superficie y recopila datos de un grupo de 800,000 puntos. Dado que la medición no se realiza mediante líneas o puntos, no es necesario repetir la medición, lo que reduce el tiempo de medición. Los elementos difíciles de definir, como la cantidad de desgaste, pueden evaluarse en función del volumen o la superficie. También es posible realizar fácilmente una evaluación cuantitativa de la planicidad. La Serie VR también puede medir perfiles en lugares específicos. Incluso después de la medición, se pueden adquirir perfiles de diferentes piezas a partir de los datos de escaneado 3D sin necesidad de escanear de nuevo el objetivo.
Todos los datos de medición se almacenan, y los datos almacenados pueden compararse con otros datos o con datos de diseño en 3D.

Ventaja 2: capaz de medir un área amplia de hasta 300 x 150 mm (11.81" × 5.91").
La medición puede realizarse simplemente colocando el objetivo en la plataforma y presionando un botón. No es necesaria una colocación estricta ni ningún otro tipo de preparación. Esto permite realizar mediciones de gran precisión por operadores que no tienen conocimientos ni experiencia relacionados con los instrumentos de medición.
Dado que la Serie VR extrae las características del objetivo en el escenario y corrige automáticamente su posición, no es necesario un posicionamiento estricto que requiera mucho tiempo y esfuerzo. La Serie VR también puede medir un área amplia de hasta 300 x 150 mm (11.81" × 5.91") uniendo varias imágenes de medición. Esto hace posible que incluso un operador sin experiencia pueda realizar mediciones de forma fácil e instantánea, y elimina la necesidad de asignar un operario especializado al trabajo de medición.
Con la Serie VR puede medir con precisión una gran superficie, como una gran pastilla de freno, simplemente colocando el objetivo en la plataforma y presionando un botón.
Resumen: una mejora y mayor eficacia en la medición del desgaste difícil
La Serie VR puede medir formas de objetivos 3D de forma precisa e instantánea mediante escaneado 3D de alta velocidad sin entrar en contacto con el objetivo. Resuelve todos los problemas a los que se enfrentan los instrumentos de medición convencionales al permitir la medición de los puntos más altos y más bajos de la superficie de desgaste, así como la medición del volumen, el área de la sección transversal y la relación entre el área de la superficie y el área de la sección transversal.
- Es capaz de medir simultáneamente el punto más alto, el punto más bajo, el área, el volumen y la superficie con precisión.
- De este modo se elimina la variación derivada de factores humanos, lo que hace posible una verdadera medición cuantitativa.
- Sin necesidad de posicionamiento u otro tipo de preparación, la medición puede realizarse simplemente colocando el objetivo en la plataforma y presionando un botón. Esto elimina la necesidad de asignar un operador especializado para los trabajos de medición.
- Las formas 3D pueden medirse fácilmente a altas velocidades con gran precisión. Esto permite medir un gran número de objetivos en poco tiempo, lo que contribuye a mejorar la calidad.
Este sistema también permite realizar comparaciones con datos de formas 3D y datos CAD anteriores, así como analizar fácilmente datos como la distribución dentro de las tolerancias. Puede utilizarse eficazmente para una amplia gama de fines, como el desarrollo de productos, el análisis de tendencias de fabricación y las inspecciones por muestreo.
