Causas de defectos de prensado (rebabas, abolladuras) y observación de defectos y secciones cortadas (superficies de fractura)
El prensado se utiliza ampliamente en la producción en masa de diversos productos. Con la progresión del control electrónico en los automóviles, se exige una mayor precisión, durabilidad y fiabilidad de los bastidores de los vehículos, las piezas deslizantes y las piezas eléctricas, que se están miniaturizando e instalando con mayor densidad.
En esta sección, aprenderá sobre las causas y las contramedidas de los defectos de prensado. También incluye ejemplos de cómo nuestro Microscopio Digital 4K mejora la observación de los defectos y las secciones de corte, como las superficies fracturadas. Los ejemplos provienen de las pruebas, el diseño y la creación de prototipos de investigación y desarrollo y de las inspecciones realizadas en el control de calidad.
- Causas y contramedidas de los defectos de prensado
- Ejemplos de observación de secciones cortadas y defectos en productos prensados
- Un microscopio que optimiza la investigación y el desarrollo, el diseño y la garantía de calidad de los productos prensados
Causas y contramedidas de los defectos de prensado
Tipos de prensado
En el prensado, el material se moldea mediante la aplicación de presión utilizando varios métodos, generalmente con un molde llamado matriz y punzón.
- Cizallamiento: El material se procesa (se corta) mediante la aplicación de una fuerza que supera su límite de fractura.
- Doblado: El material se dobla mediante la aplicación de una fuerza de tracción en un lado y una fuerza de compresión en el otro.
- Embutición: El material se procesa mediante la aplicación de una fuerza de tracción.
- Compresión: El material se procesa mediante la aplicación de una fuerza de compresión.
Causas y contramedidas de los típicos defectos de prensado
Es difícil eliminar por completo y de forma continua todos los defectos debido a las propiedades del material, el diseño y los principios de procesamiento. Sin embargo, es importante mejorar la tasa de rendimiento en la medida de lo posible reduciendo la frecuencia de los defectos mediante diversas contramedidas.
- Rebabas
- Causa: El espacio (holgura) entre el punzón y la matriz es demasiado grande durante el cizallamiento.
Contramedida: Asegurarse de que entre 1/2 y 1/3 del grosor de la placa sea la superficie cizallada y que sea uniforme.
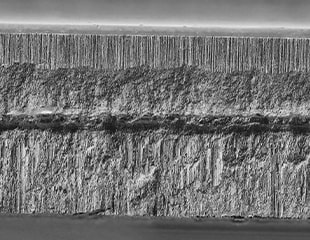
A continuación, se muestran imágenes estructurales de las secciones transversales del material después del cizallado con varias condiciones de holgura, incluyendo explicaciones de los nombres y características de las piezas.
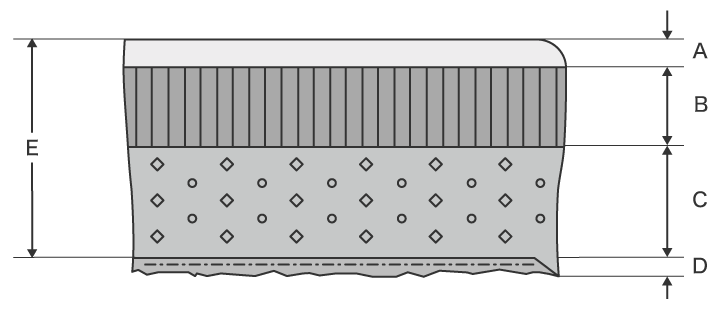
- Caída de cizalla: Superficie lisa causada por la superficie del material que se está arrancando.
- Superficie cizallada: Superficie brillante con rayas verticales. Hay rayas sutiles causadas por el corte del punzón durante el cizallamiento y la fricción entre el metal depositado y el material.
- Superficie de fractura: En comparación con la superficie cizallada, se trata de una superficie más áspera que se ha desgarrado, lo que hace que la superficie sea extremadamente irregular.
- Rebaba: Una protuberancia dentada del material. Las rebabas grandes pueden dar lugar a productos defectuosos debido a la insuficiente precisión de ajuste entre las piezas y a problemas de seguridad como las lesiones causadas por las puntas afiladas de las rebabas.
- Grosor de placa
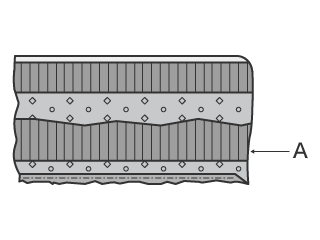
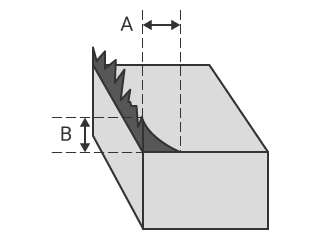
Demasiada holgura y presión de extracción dan como resultado rebabas y deformaciones más grandes, lo que hace que disminuyan las precisiones de forma y dimensión. Por otro lado, una holgura demasiado pequeña provoca que se produzca una superficie de cizallamiento secundaria (A en la figura de la derecha) al otro lado de la superficie de fractura, lo que da lugar a rebabas con forma de bigote.
El tamaño de una rebaba se expresa como el grosor de su base (A en esta figura) o como su altura (B en esta figura).
- Recuperación elástica
- Causa: Después de la flexión, la tensión residual de compresión y la tensión de tracción en el material actúan en oposición entre sí, lo que hace que la pieza procesada se doble hacia su forma original.
Contramedidas: Doblar a un ángulo más profundo que el previsto o agregar una placa de percusión o una ranura dentada al punzón.
- Arrugas
- Causa: Esto ocurre cuando se aplica una fuerza de compresión a la brida durante la embutición profunda.
Contramedida: Utilice la supresión de arrugas a través de las condiciones de embutición profunda para aplicar una carga uniforme al material. Además de la supresión de arrugas fija, también existe la supresión de arrugas móvil que utiliza la fuerza de un muelle o un cojín de la matriz.
- Grietas
- Causa: Se forman grietas en el material cuando la fuerza de tracción supera el límite de fractura durante la embutición profunda.
Se pueden producir grietas, rajaduras y rasgaduras durante el doblado debido a la dirección de laminado del material o a la dimensión de la anchura de doblado.
Contramedidas: En la embutición profunda, reduzca la presión de supresión de arrugas o haga que la curva de la matriz sea suave para disminuir la resistencia a la deformación. En el doblado, asegúrese de que la línea de doblado y la dirección de laminado del material sean perpendiculares o ajuste la anchura de doblado a un mínimo de ocho veces el grosor de la placa.
- Acumulación de chatarra (la causa de abolladuras y rayones)
- Causa: Cuando la chatarra (que debe ser retirada del molde) se adhiere al punzón debido a la presión del vacío, las películas de aceite y el magnetismo después del proceso de extracción. La acumulación de chatarra es la causa de defectos como abolladuras y rayones en la superficie del material y también puede dañar el molde.
Contramedidas: Instale un pasador de arranque en el punzón para establecer un espacio físico entre la chatarra y el punzón. Otros métodos incluyen la descarga de aire desde la punta del punzón, el corte de una ranura en el punzón y la inserción de aire allí, y la aspiración de la chatarra desde abajo. También es posible reducir el grado de adhesión de la chatarra al punzón disminuyendo la viscosidad del aceite utilizado o cortando una ranura en el punzón para reducir el área de contacto del aceite.
Ejemplos de observación de secciones cortadas y defectos en productos prensados
A veces, los defectos de prensado no se pueden evitar simplemente trabajando duro en un sitio de producción. Es necesario esforzarse por lograr mejoras a través de pruebas repetidas y la creación de prototipos durante la investigación y el desarrollo, la selección de materiales y el diseño de productos y moldes. En el aseguramiento de la calidad, también es importante investigar las causas de los desperfectos de las piezas metálicas producidas mediante prensado y mejorarlas.
Por lo tanto, la observación detallada de los defectos con un microscopio es vital.
Por ejemplo, se puede utilizar un microscopio para comprobar si las condiciones de procesamiento fueron las apropiadas desde la sección de corte, durante el cizallamiento, y si las rebabas pueden atribuirse a estas condiciones.
Por otro lado, los componentes metálicos procesados son tridimensionales, lo que dificulta su observación porque es difícil enfocar todo el objeto y porque la rugosidad y la reflectancia de la superficie varían dentro del mismo campo de visión.
En esta sección se explican las ventajas del Microscopio Digital 4K Serie VHX utilizando ejemplos de diferencias superficiales microscópicas como la caída de cizalla, las superficies cizalladas y las superficies de fractura de las secciones transversales de un producto prensado y de defectos como las rebabas y las abolladuras.
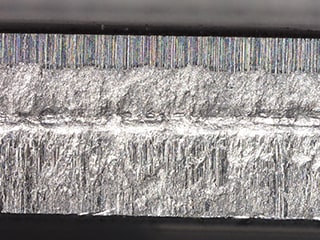
Observación de secciones transversales de productos prensados (caída de cizalla, superficies cizalladas, superficies de fractura)
La sección transversal de un producto prensado cizallado se puede utilizar para evaluar si la holgura entre el punzón y la matriz es adecuada, la relación entre la superficie cizallada y el grosor de la placa, la calidad del procesamiento y las causas de las rebabas. Las condiciones de la superficie —como las depresiones y las proyecciones, la rugosidad y el patrón— varían para la caída de la cizalla, las superficies cizalladas y las superficies de fractura que aparecen en la sección transversal. Además, aunque cada pieza tiene el mismo color y bajo contraste, la reflectancia de la luz varía, lo que dificulta la observación de las condiciones generales de la superficie.
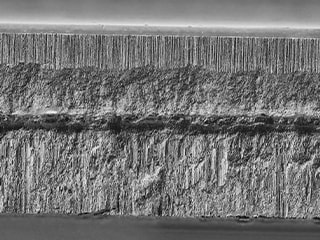
El Microscopio Digital 4K Serie VHX está equipado con características que proporcionan una alta resolución y una gran profundidad de campo, como una lente HR telecéntrica y un sensor de imagen CMOS 4K, lo que garantiza que este microscopio tenga la mejor resolución de su clase. Por lo tanto, se pueden capturar imágenes completamente enfocadas de toda la sección transversal, incluso cuando la misma sección transversal tiene varias condiciones de superficie.
Al combinar nuestra óptica especialmente diseñada, el sensor de imagen CMOS 4K y el modo óptico efecto de sombra, los usuarios pueden capturar fácilmente imágenes desde varias direcciones de iluminación para analizar las irregularidades microscópicas de la superficie y otras condiciones de la superficie con alto contraste. El modo óptico efecto de sombra es un nuevo método de observación que utiliza la iluminación para capturar las irregularidades sutiles de una superficie, ¡incluso a bajos aumentos! Las imágenes se pueden combinar con información de color para visualizar rápidamente la información de profundidad y altura.
La Serie VHX puede utilizar este avanzado método de observación con operaciones sencillas, aumentando la velocidad de observación y evaluación de secciones transversales.

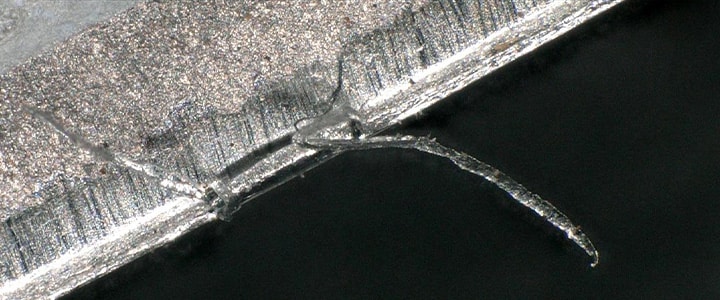
Observación completamente enfocada de rebabas microscópicas
No obstante que las rebabas de los productos prensados sean pequeñas, también son duras y afiladas, lo que hace que el producto sea menos seguro. Las rebabas pueden quedar atrapadas durante el ensamblaje de la pieza, lo que afecta negativamente la tasa de rendimiento de la producción.
Al investigar la causa de una rebaba, la información más importante es su base y su punta, pero es difícil observar ambos aspectos claramente al mismo tiempo con los microscopios convencionales porque las rebabas son tridimensionales y microscópicas, lo que significa que sólo era posible enfocar una parte de ellas a la vez.
La tecnología óptica de última generación de KEYENCE y su exclusivo sistema de observación permiten observar objetivos tridimensionales dentro de una imagen completamente enfocada.
La lente, el sensor de imagen CMOS 4K y la iluminación anular, que proporcionan una alta resolución y una gran profundidad de campo, permiten observar incluso las rebabas con forma de bigote enfocadas desde su base hasta su punta.
La imagen global de un defecto se puede ver de un vistazo con una imagen completamente enfocada, optimizando el flujo de trabajo de la investigación de causas a través de la observación.
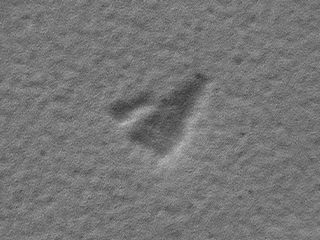
Observación de alto contraste de abolladuras y otros defectos microscópicos
Las abolladuras menores y los rayones microscópicos causados por la acumulación de chatarra y defectos similares tienen un contraste mínimo con el fondo cuando el material es metálico. Por lo tanto, es difícil determinar las condiciones óptimas de iluminación y había casos en los que estas abolladuras y rayones no se podían detectar.
Con el Microscopio Digital 4K Serie VHX, no es necesario determinar manualmente las condiciones. Con sólo pulsar un botón, el operador puede seleccionar la imagen más adecuada utilizando la función de iluminación múltiple, que adquiere automáticamente datos de iluminación omnidireccional. Incluso después de seleccionar una imagen, las imágenes con las demás condiciones de iluminación se guardan automáticamente, lo que permite la observación en diferentes condiciones sin tener que volver a colocar la muestra en la plataforma.
Otro método para observar rápidamente las abolladuras microscópicas con alto contraste es el modo óptico efecto de sombra, un nuevo método de observación que captura fácilmente imágenes que rivalizan con un microscopio electrónico de barrido (SEM) a bajo aumento.

Un microscopio que optimiza la investigación y el desarrollo, el diseño y la garantía de calidad de los productos prensados
Incluso para los operadores experimentados, la observación de las secciones transversales y de los defectos microscópicos de los productos prensados era convencionalmente difícil y requería mucho tiempo debido al brillo característico de los materiales metálicos utilizados para fabricar estos productos. Ahora, con el Microscopio Digital 4K Serie VHX, los usuarios pueden observar y capturar rápidamente imágenes completamente enfocadas.
Las imágenes capturadas con las diversas funciones del Microscopio Digital Serie VHX mejoran la observación, vital para la investigación y el desarrollo, el diseño de productos y moldes, y la garantía de calidad en caso de mal funcionamiento del producto.
Para obtener más información o realizar consultas sobre la Serie VHX, haga clic en los siguientes botones.
