Observación y medición 3D de las condiciones de aplicación de soldadura en crema
Las soldaduras en crema, o pastas de soldar, conectan y unen un dispositivo de montaje en superficie (SMD) con una placa de tecnología de montaje en superficie (SMT), el método más utilizado para el montaje de placas de circuito impreso (PCBs). Las condiciones de impresión o aplicación de la crema de soldadura afectan en gran medida la calidad de las PCBs. En esta sección se presentan los conocimientos básicos sobre las soldaduras, el proceso de montaje de PCBs y los últimos ejemplos de observación y medición de las soldaduras en crema que desempeñan un papel importante en la evaluación para el aseguramiento de la calidad, la investigación y el desarrollo de estas soldaduras.
- Conceptos básicos de las soldaduras
- Características de la crema de soldadura y otras soldaduras
- Pasos de la soldadura por reflujo y otros métodos de soldadura
- Ejemplos de observación y medición 3D de las condiciones de aplicación de la crema de soldadura
- Un microscopio que mejora la observación y el análisis de la crema de soldadura
Conceptos básicos de las soldaduras
Las soldaduras son materiales de unión de metal que se utilizan para conectar componentes electrónicos a una PCB. Las soldaduras típicas se funden a menos de 450°C (842°F) y se alean con el cobre en las juntas de una PCB y se unen cuando se endurecen, lo que también se conoce como soldadura blanda.
La soldadura típica utiliza un fundente para aumentar la permeabilidad y la humectabilidad* de las soldaduras. Los fundentes se fabrican a partir de resina botánica, como la colofonia. Los fundentes tienen otros efectos, como evitar la oxidación durante el calentamiento y eliminar químicamente las películas oxidadas y la suciedad de las superficies metálicas.
Las soldaduras convencionales (soldaduras eutécticas/soldaduras con base de plomo) incluyen aproximadamente un 40% de plomo (incluyen un 63% de estaño y un 37% de plomo). Con un punto de fusión de 183°C (361.4°F), estas soldaduras se calientan hasta aproximadamente 250°C (482°F) para su unión en aplicaciones típicas. Sin embargo, dado que el plomo tiene un grave impacto en el medio ambiente cuando se elimina como residuo industrial, las soldaduras sin plomo han sido el material más común desde aproximadamente el año 2000. Para utilizar soldaduras sin plomo, la temperatura de calentamiento debe ajustarse a unos 30°C (86°F) más que las soldaduras convencionales. Por esta razón, el ajuste del perfil de temperatura para el proceso de reflujo es importante en la soldadura por reflujo, que es el método más común utilizado para el montaje en superficie. Este uso generalizado se debe a que el montaje puede ser defectuoso en PCBs deformadas por un calentamiento excesivo. Las soldaduras sin plomo tienen una humectabilidad menor que la de las soldaduras convencionales, lo que puede provocar un defecto denominado bolas de soldadura, dependiendo de las condiciones de la crema de soldadura aplicada o del control de la temperatura en el proceso de reflujo. Las bolas de soldadura pueden causar defectos en los circuitos o un mal funcionamiento.
- Consejos¿Qué es la humectabilidad?
- La humectabilidad en la soldadura blanda también se denomina mojabilidad de la soldadura. La humectabilidad es la capacidad de la soldadura fundida para extenderse sobre una superficie de contacto en lugar de ser repelida. La humectabilidad de la soldadura afecta en gran medida la fuerza de unión. Por ejemplo, si una soldadura se endurece sin extenderse lo suficiente sobre la superficies o el pad de una PCB debido a una humectabilidad insuficiente, el dispositivo montado puede tener problemas como una menor fuerza de unión, un contacto deficiente y una mala conductividad, lo que provocará fallas en el equipo.
-
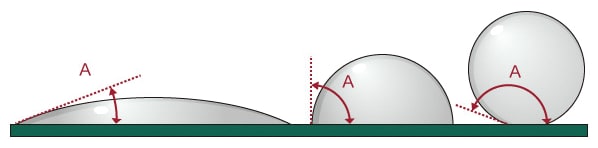
- Se puede decir que la humectabilidad es mayor cuando el ángulo de contacto θ (A en la figura) está más cerca de cero grados. En el caso de la soldadura, una mayor humectabilidad se traduce en una mayor fuerza de unión entre la placa y los componentes montados. Un ángulo de contacto θ extremadamente alto (baja humectabilidad) puede causar defectos de montaje y, si la crema de soldadura se endurece esféricamente, generar bolas de soldadura que pueden causar cortocircuitos. Para evitar estos problemas, es importante comprobar la humectabilidad de la crema de soldadura en las superficies antes de utilizarla en procesos de montaje automatizados, especialmente en el proceso de reflujo.
Características de la crema de soldadura y otras soldaduras
La crema de soldadura, también llamada pasta de soldar, es una soldadura pastosa hecha de soldadura en polvo y fundente.
La crema de soldadura se utiliza para la SMT, que es la más utilizada actualmente. En la producción en masa, la crema de soldadura se aplica a las superficies de una PCB mediante serigrafía y se calienta en hornos para soldar los SMDs.
En algunas aplicaciones, se utilizan robots dispensadores e impresoras de inyección de tinta para aplicar crema de soldadura en patrones específicos.
Otras formas típicas de soldadura
Además de la crema de soldadura, las formas típicas de soldadura incluyen las siguientes.
- Soldadura de alambre
- La soldadura de alambre tiene el aspecto de un alambre. La soldadura de alambre contiene hilos de fundente. Se utiliza un soldador (hierro de soldar) para calentar y fundir directamente la soldadura de alambre para soldar los SMDs en una PCB. La soldadura de alambre es alimentada por una máquina de soldadura controlada automáticamente.
- Barra de soldadura
- Esta forma de soldadura se utiliza para la tecnología de montaje por inserción (IMT), en la que los conductores o electrodos se insertan en los orificios pasantes de una PCB y se sueldan. Las barras de soldadura se funden en un baño de soldadura y se utilizan para soldar.
Pasos de la soldadura por reflujo y otros métodos de soldadura
La soldadura por reflujo es el método más utilizado en el proceso de montaje automatizado mediante SMT.
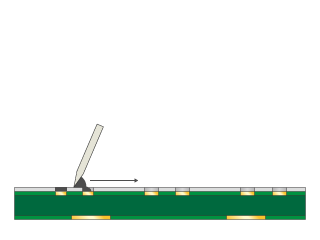
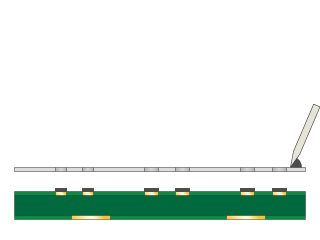
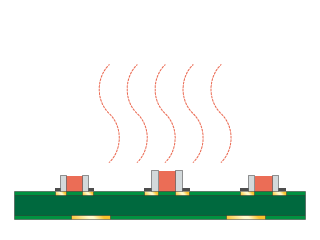
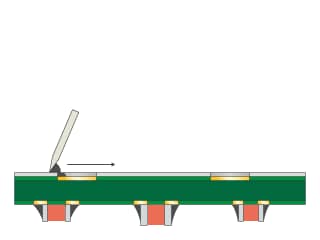
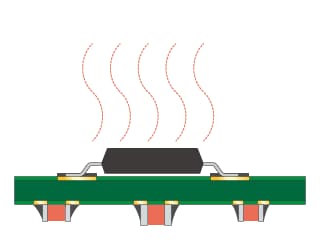
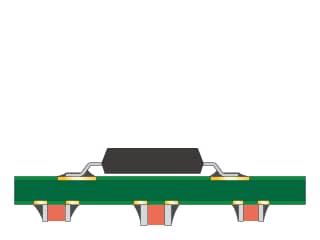
En la soldadura por reflujo típica, la crema de soldadura se aplica a las superficies de una PCB en patrones específicos a través de máscaras metálicas mediante serigrafía. También se aplican adhesivos a los patrones especificados para sujetar los SMDs que el montador monta automáticamente en los patrones. La PCB se introduce en un horno de reflujo y se calienta para unir los SMDs. Este proceso se denomina proceso de reflujo.
Los SMDs se pueden montar en el otro lado de la PCB dándole la vuelta. Se aplica crema de soldadura en el otro lado de la PCB y se montan los SMDs en ella. La PCB se vuelve a calentar en el horno de reflujo. El proceso se muestra en las siguientes figuras.
Otros métodos típicos de soldadura
Además de la soldadura por reflujo, existen otros métodos de soldadura. Los siguientes son métodos típicos utilizados para soldar, como soldadura manual, soldadura controlada automáticamente y soldadura automática en líneas.
- Soldadura con un soldador (cautín)
- La punta del soldador se calienta a una alta temperatura utilizando un calentador de hilo de nicromo o un calentador de cerámica y se pone en contacto directo con el hilo de soldadura para calentarlo. Los SMDs se unen a la PCB mediante un hilo de soldadura fundido. Algunos soldadores tienen una función de ajuste de temperatura muy útil para igualar la temperatura de fusión de la soldadura. Además de la soldadura manual, los soldadores también se utilizan en máquinas de soldadura automáticas. Algunas aplicaciones utilizan equipos de pórtico o brazos robóticos equipados con soldadores para soldar los SMDs con precisión según las coordenadas programadas por el control automático.
- Soldadura de flujo
- La superficie inferior de una PCB se pone en contacto con la superficie de soldadura líquida, que son barras de soldadura fundidas, en un baño de soldadura para soldar los SMDs en la PCB. Este método se utiliza principalmente para el montaje de paquetes de doble hilera (DIP) que tienen pines. Hay dos tipos de baños de soldadura utilizados para la soldadura por flujo: el baño estático, que mantiene los líquidos en reposo, y el baño de soldadura por chorro de onda, que crea ondas en la superficie de la soldadura líquida.
Ejemplos de observación y medición 3D de las condiciones de aplicación de la crema de soldadura
Cuando la crema de soldadura, hecha de soldadura en polvo y fundente, se imprime o se aplica a las superficies, su humectabilidad afecta en gran medida la calidad y fiabilidad del montaje. La humectabilidad de la crema de soldadura aplicada se puede evaluar con el ángulo con respecto a la superficie. También es importante observar la apariencia y medir el volumen y la forma de la crema de soldadura para determinar cómo se extienden la soldadura en polvo y el fundente sobre la superficie.
Sin embargo, es difícil enfocar toda la crema de soldadura para su observación debido al deslumbramiento de los reflejos de luz y las formas que tienen diferencias de altura. También es imposible medir la forma de la crema de soldadura utilizando instrumentos de medición de tipo contacto antes de la soldadura por reflujo. Además, es difícil medir la crema de soldadura en tres dimensiones de forma precisa y cuantitativa utilizando microscopios ordinarios.
El Microscopio Digital Serie VHX de KEYENCE puede capturar fácilmente imágenes de alta resolución completamente enfocadas en cualquier ángulo o aumento y tomar mediciones 2D/3D precisas y sin contacto.
Vea a continuación ejemplos de observación y medición de la crema de soldadura aplicada a las superficies de una PCB utilizando la Serie VHX.
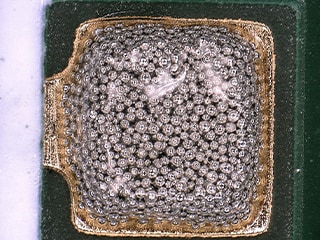
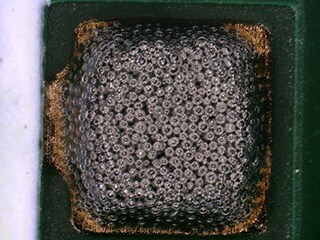
Observación de alta resolución de la crema de soldadura
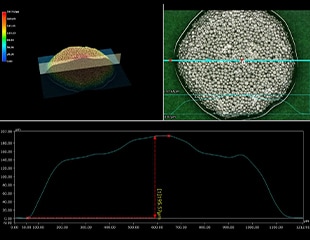
Gracias a su gran profundidad de campo, el Microscopio Digital Serie VHX puede capturar imágenes completamente enfocadas de la crema de soldadura tridimensional aplicada a las superficies. El sistema también puede utilizar las funciones de eliminación de reflejos y de reflejo de anillo para eliminar los efectos de la reflexión de la luz en la crema de soldadura. Utilizando todas estas funciones, la Serie VHX puede capturar fácilmente imágenes 4K que visualizan claramente las condiciones microscópicas de la soldadura en polvo y el fundente de las soldaduras en crema, así como los límites entre las superficies y la crema de soldadura.
Además, las condiciones de iluminación ahora se pueden determinar con sólo pulsar un botón. Gracias a la función de iluminación múltiple, que obtiene automáticamente datos de iluminación de todas las direcciones, la observación se puede iniciar simplemente seleccionando una imagen adecuada. Los datos de las imágenes obtenidas bajo cada condición de iluminación se almacenan. Los operadores pueden observar los datos del objeto en un día posterior desde diferentes perspectivas seleccionando una imagen capturada bajo diferentes condiciones de iluminación. No sólo se pueden almacenar las otras imágenes tomadas con diferentes condiciones de iluminación, sino que se puede reproducir fácilmente la configuración de iluminación en una muestra diferente en cualquier momento.

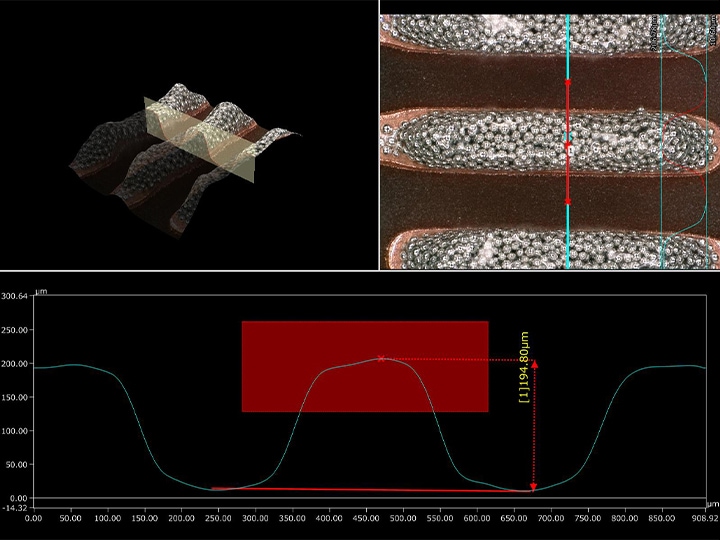
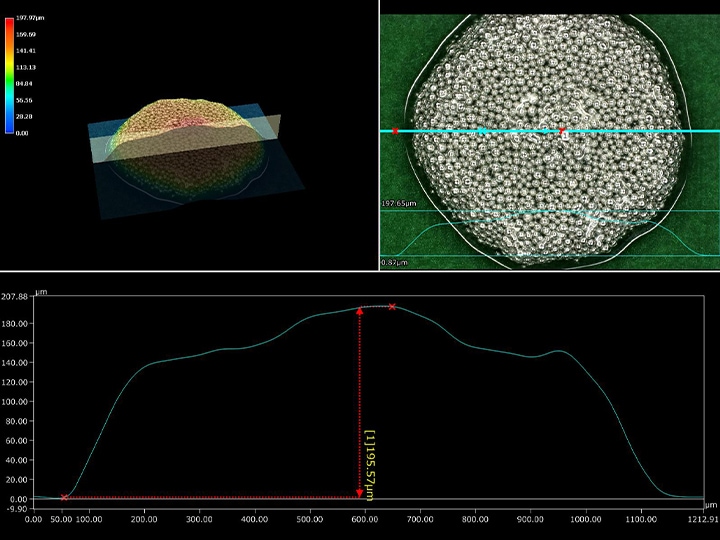
Medición 3D y medición de perfiles de crema de soldadura
El Microscopio Digital Serie VHX puede capturar fácilmente una imagen en 3D completamente enfocada, mostrando la textura microscópica y la rugosidad de la superficie de la muestra, así como mediciones precisas 2D/3D sin contacto. Las causas de los defectos de la soldadura, como una cantidad insuficiente de aplicación y juntas frías, se pueden evaluar cuantitativamente en función del volumen y la forma de la crema de soldadura.
Los operadores también pueden medir perfiles simplemente especificando la ubicación deseada con un ratón mientras observan la pantalla. Las formas seccionales bidimensionales de la crema de soldadura aplicada en cualquier forma se pueden medir de manera no destructiva y sin contacto, lo que resulta útil cuando, por ejemplo, se evalúa la humectabilidad en función del ángulo con respecto a las superficies.
Un microscopio que mejora la observación y el análisis de la crema de soldadura
Dado que las PCBs y los dispositivos son cada vez más pequeños y densos, los fabricantes de la industria de dispositivos electrónicos compiten para garantizar una alta calidad y crear nuevas tecnologías antes que la competencia. El Microscopio Digital Serie VHX proporciona una ventaja competitiva en la industria de los dispositivos electrónicos.
La Serie VHX le permite a cualquier usuario capturar rápidamente imágenes de alta resolución completamente enfocadas y capturar datos de medición precisos que se pueden exportar automáticamente a un informe, lo que aumenta la precisión y reduce el tiempo dedicado a la investigación y el desarrollo y al aseguramiento de la calidad.
Para obtener más información o realizar consultas sobre la Serie VHX, haga clic en los siguientes botones.
