Un método para medir las formas de cepa
La tensión, la compresión, la torsión y otras fuerzas que actúan sobre un objeto se expresan mediante diversos términos. La relación de la deformación generada por la aplicación de estas fuerzas se denomina “cepa” Existen tres tipos de cepa, clasificados según la dirección y la posición de la fuerza aplicada (carga). La deformación resultante incluye deformación, ondulación, alargamiento, compresión, expansión y torsión.
Aquí presentaremos los principios de los tres tipos de cepa, así como los métodos para medir la deformación causada por la cepa. También presentaremos los problemas de los métodos de medición convencionales y una solución a estos problemas.
- Cepa
- Medición de la cepa con una galga extensométrica
- Problemas de la medición convencional de la forma de la cepa
- Solución de problemas en la medición de la forma de la cepa
- Resumen: una mejora y mayor eficacia en mediciones de cepa difíciles
Cepa
Cuando se tira de un objeto, se le presiona o se le somete a otra fuerza, el objeto se deforma. Por ejemplo, cuando se tira de un objeto, éste se alarga en la dirección en la que se tira de él. Cuando se presiona el objeto, se comprime en la dirección de presión. La relación entre la forma deformada y la forma original se denomina “cepa”. La cepa incluye la deformación longitudinal, la cepa lateral y la cepa por cizallamiento, cada una con una dirección de carga diferente.
Cepa longitudinal y lateral
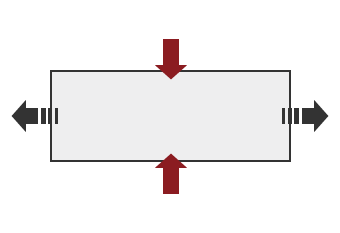
La cepa longitudinal es la deformación en la dirección de la carga (compresión) que se produce al presionar el objeto. La cepa lateral es la deformación (expansión) en la dirección perpendicular a la carga sobre el objeto.
La cepa también se produce cuando se tira del objeto. En este caso, la deformación longitudinal es la deformación (alargamiento) en la dirección en que se aplica la carga (tracción). La cepa lateral es la deformación (contracción) en la dirección perpendicular a la carga sobre el objeto. La relación entre la cepa longitudinal y lateral se denomina "relación de Poisson"
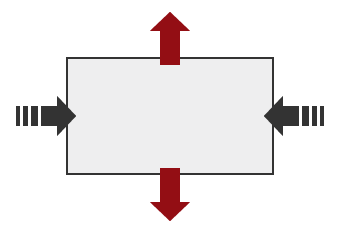
- Compresión
- Expansión
- Tensión
- Contracción
Cepa de cizallamiento
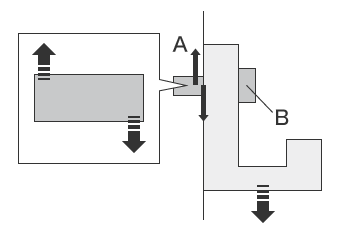
- A
- Fuerza de cizallamiento
- B
- Gancho
Es la cepa que se produce cuando un objeto está sometido a una fuerza cortante. Esto puede entenderse fácilmente imaginando la fuerza de unas tijeras cortando papel, o un gancho utilizado para colgar un cuadro en la pared.
Torsión
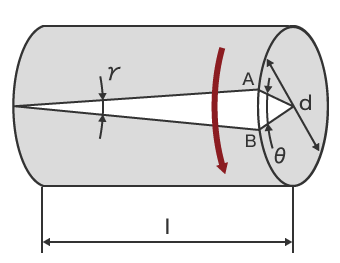
- θ
- Ángulo de torsión:
- γ
- Cepa de cizallamiento
- l
- Longitud del eje
- d
- Diámetro
- AB
- Fuerza de torsión máxima
La fuerza de cizallamiento se genera cuando se retuerce el eje. Al mismo tiempo se generan una fuerza de tracción y una fuerza de compresión iguales a la fuerza de cizallamiento en dos direcciones inclinadas 45° con respecto al eje. Como resultado, la cepa causada por la torsión no es una cepa única, sino que es una cepa combinada que consta de cepa de cizallamiento, cepa longitudinal y cepa lateral.
Medición de la cepa con una galga extensométrica
Una galga extensométrica mide la cantidad de cepa utilizando el cambio de resistencia que resulta de la dilatación y contracción de la galga. Colocando la galga en el lugar donde se produce la cepa y midiendo los valores de resistencia antes de la cepa y mientras ésta se produce, es posible identificar el proceso de cepa. La siguiente expresión muestra la relación entre el valor original de la resistencia, la cantidad de cambio de resistencia y la cantidad de cepa.
⊿R / R = K × ε
- ⊿R
- Cantidad de cambio de resistencia (Ω)
- R
- Valor original de la resistencia (Ω)
- K
- Constante de proporcionalidad*
- ε
- Cantidad de la cepa
* K se denomina "factor de galga" y es la constante de proporcionalidad que se determina en función del material metálico utilizado en la galga de tensión.
Una galga de tensión está diseñada para medir la cantidad de tensión de un objeto, y no puede medir la forma. La forma de la cepa se mide utilizando instrumentos como un sistema de medición de perfiles, un medidor de altura o una máquina de medición de coordenadas.
Problemas de la medición convencional de la forma de la cepa
La cepa se produce como resultado de una deformación compleja, independientemente de la dirección de la carga. Un objeto sometido a tensión tiene una forma tridimensional que se mide convencionalmente mediante un sistema de medición de perfiles o un medidor de altura. Sin embargo, la medición mediante un sistema de medición de perfiles o un medidor de altura plantea los siguientes problemas.
Problemas en la medición de la forma de la cepa mediante un sistema de medición de perfiles
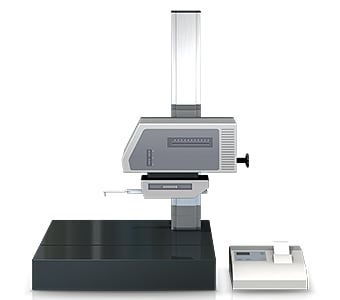
Un sistema de medición de perfiles mide y registra el perfil de un objetivo trazando su superficie con un lápiz óptico. En los últimos años, se han desarrollado sistemas de medición de perfiles que utilizan un láser en lugar de un lápiz óptico para medir formas complejas trazando el perfil sin contacto. Algunos modelos son incluso capaces de realizar mediciones tanto de la superficie superior como de la inferior.
Cuando un sistema de medición de perfiles mide un objetivo tridimensional, el objetivo debe colocarse de forma que esté nivelado.
Este método de medición puede presentar los siguientes problemas:
- La medición y la fijación requieren mucho tiempo. También se requieren conocimientos y habilidades relacionados con el uso de sistemas de medición de perfiles para nivelar un objetivo con precisión.
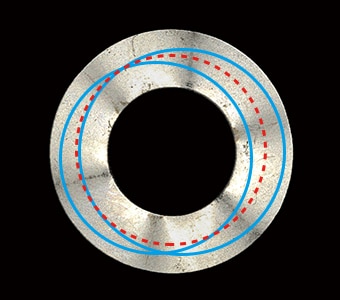
- El lápiz óptico de un sistema de medición de perfiles se mueve hacia arriba y hacia abajo en un arco centrado en el fulcro del brazo del lápiz óptico, y la punta del lápiz óptico también se mueve en la dirección del eje X. Esto produce error en los datos del eje X.
- Trazar la línea deseada con el lápiz óptico es un trabajo extremadamente difícil, e incluso un ligero desplazamiento del lápiz óptico produce errores en los valores medidos.
- Como solo se pueden evaluar las líneas, no se puede visualizar la cepa en toda la superficie.
Problemas en la medición de la cepa mediante un medidor de altura
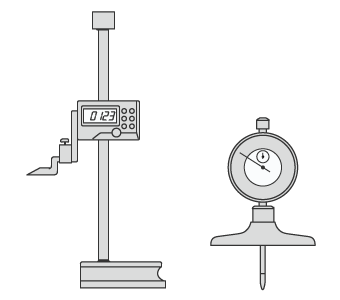
- Izquierda
- Medidor de altura
- Derecha
- Calibrador de profundidad
Para medir la altura puede utilizarse un medidor de altura en combinación con un manómetro comparador.
- Dado que solo pueden comprobarse puntos individuales, es necesario realizar mediciones en muchas zonas diferentes para mejorar la precisión. Sin embargo, aunque se invierta mucho tiempo y se midan muchos puntos, sigue siendo imposible identificar las condiciones de toda la superficie.
- Cuando la pieza es pequeña o tiene una forma compleja, puede resultar difícil realizar la medición por contacto en partes extremadamente pequeñas de sección estrecha. La variación de los resultados de medición entre distintos operadores y los errores del instrumento de medición también imposibilitan una medición estable.
Solución de problemas en la medición de la forma de la cepa
Los instrumentos de medición que se utilizan habitualmente plantean problemas como el largo tiempo necesario para posicionar el objetivo y el hecho de que la medición de objetivos y áreas tridimensionales se realiza mediante contacto puntual o lineal. Para resolver estos problemas de medición, KEYENCE ha desarrollado el perfilómetro óptico 3D de la Serie VR.
La Serie VR captura con precisión la forma tridimensional de toda la superficie del objetivo sin entrar en contacto con él. También mide la forma tridimensional mediante el escaneado tridimensional del objetivo en el escenario en tan solo un segundo con gran precisión. Es capaz de realizar mediciones instantáneas y cuantitativas sin errores en los resultados de medición. Esta sección presenta algunas ventajas específicas de la Serie VR.
Ventaja 1: captura toda la forma de la superficie. Visualice instantáneamente la cepa en partes detalladas.
KEYENCE ha revisado completamente los algoritmos y el hardware de medición, logrando mediciones en una amplia área de hasta 200 x 100 mm (7.87" × 3.94") en tan solo un segundo. Esto permite medir libremente el punto objetivo, incluida la forma y la cepa localizadas, y medir la ondulación y la rugosidad al mismo tiempo que la cepa. Además, los resultados de las mediciones no varían de una persona a otra.
Con impresionantes velocidades de medición de hasta un segundo, la Serie VR permite aumentar sustancialmente el número de muestras que se miden y acortar el tiempo de trabajo. Esto mejora la calidad de las mediciones, permite reasignar a los operadores de inspección como operarios de producción y contribuye a aumentar las cantidades producidas. La Serie VR también mejora la velocidad de todas las tareas de medición, como las evaluaciones de prototipos y las inspecciones de envíos.
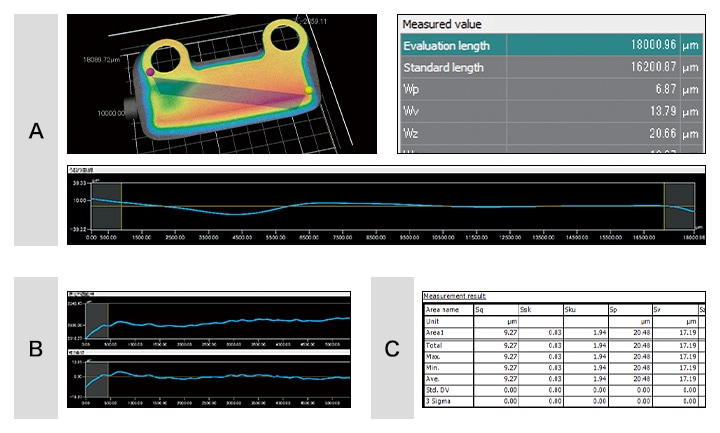
- A
- Medición de ondulaciones y cepas
- B
- Medición del perfil de rugosidad
- C
- Medición de rugosidad superficial
A diferencia de los sistemas de medición de perfiles o los medidores de altura, la Serie VR extrae las características del objetivo colocado en la plataforma y corrige automáticamente su posición. El posicionamiento estricto que antes requería mucho tiempo y esfuerzo ya no es necesario. Esto hace posible que incluso un operador que no esté familiarizado con la medición pueda realizarla de forma fácil e instantánea. Esto elimina la necesidad de asignar un operador especializado a los trabajos de medición.
Con la Serie VR, incluso el paralelismo de objetivos con formas complejas puede medirse con precisión simplemente colocando el objetivo en la plataforma y presionando un botón.

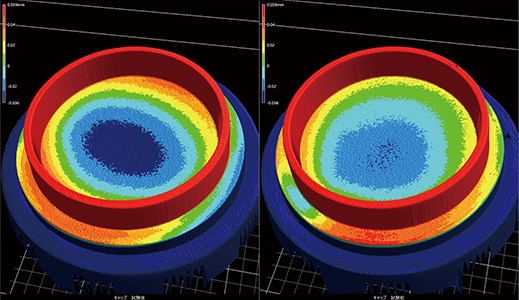
Ventaja 2: identificar visualmente los cambios de tensión.
Pueden producirse deformaciones inesperadas de las piezas debido a la tensión mecánica, incluidos los casos de cepa por torsión en los que los cambios de forma son complejos y la medición resulta difícil. Cuando estos objetivos se miden mediante líneas o puntos, no solo es imposible adquirir datos precisos sobre la forma, sino que la identificación de la propia forma resulta difícil.
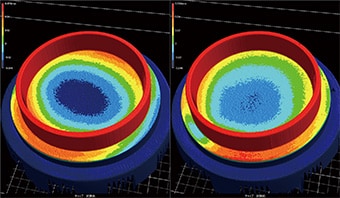
Con la Serie VR, solo tiene que colocar el objetivo en la plataforma y escanearlo. Se puede capturar la forma tridimensional del objetivo y no es necesario posicionarlo.
Dado que la altura del objetivo puede visualizarse en colores y que la medición del perfil es posible en cualquier parte del objetivo, es posible visualizar e identificar las ubicaciones y los valores numéricos precisos de los defectos de forma. Esto permite identificar y corregir sin problemas las causas de los defectos provocados por los moldes, las matrices y las condiciones de conformado.
Dado que los datos de forma se miden cuantitativamente, es posible gestionar fácilmente la cepa basándose en tolerancias numéricas o utilizar las mediciones para el análisis de tendencias.
Resumen: una mejora y mayor eficacia en mediciones de cepa difíciles
La Serie VR puede medir la deformación y otras formas de objetivos 3D de forma precisa e instantánea mediante escaneado 3D de alta velocidad sin entrar en contacto con el objetivo.
- Dado que se mide toda la superficie, es posible identificar todas las ubicaciones de la cepa en el objetivo y realizar la medición del perfil en cualquier parte deseada.
- No es necesario posicionarse. Basta con colocar el objetivo en la plataforma y presionar un botón para completar la medición.
- Las formas 3D pueden medirse fácilmente a altas velocidades con gran precisión. Esto permite medir un gran número de objetivos en poco tiempo.
- Se pueden comparar y analizar fácil y cuantitativamente varios conjuntos de datos de medición.
Además, al establecer una tolerancia para la planicidad, es posible juzgar fácilmente los productos OK/NG, y analizar los productos NG basándose en los datos. Esto permite medir la cepa y visualizar piezas diminutas y piezas con formas complejas que no pueden medirse con los métodos convencionales. La Serie VR ofrece una medición rápida y precisa y un análisis de datos sin fisuras, con una mejora espectacular de la eficacia del trabajo.
