Técnicas para medir la deformación y la ondulación y obtener mejores resultados
Los instrumentos de metrología utilizados para medir la deformación y la ondulación de una superficie incluyen relojes comparadores, perfiladoras de superficies y máquinas de medición de coordenadas (CMM). Sin embargo, como la deformación y la ondulación son características tridimensionales, puede ser difícil medirlas con precisión con los métodos de medición convencionales que se limitan a medir puntos y líneas.
Dependiendo de la forma o el tamaño de la pieza, hay muchas situaciones en las que los métodos convencionales no pueden medir con precisión la deformación y la ondulación o son físicamente incapaces de medirlos en absoluto.
Aquí explicaremos los conceptos básicos de la ondulación, la deformación y los distintos métodos de medición habituales hoy en día. También abordaremos los problemas que plantean los métodos de medición convencionales en lo que respecta a la ondulación y las últimas soluciones al respecto.
- Ondulación y deformación
- Paralelismo y planicidad
- La importancia de la medición de la deformación/ondulación y problemas comunes
- Soluciones a problemas comunes de medición de deformación y ondulación
- Resumen: una mejora y mayor eficacia en la medición de la deformación y la ondulación
Ondulación y deformación
Ondulación/Deformación es un término que describe algo que se retuerce y se curva. En general, la ondulación de una pieza se refiere a una forma gradualmente ondulada en su superficie.
Aunque la siguiente figura muestra un ejemplo extremo, toda la superficie de la muestra puede estar sujeta a una combinación de torsión y flexión (hacia arriba y hacia abajo) en el centro o en los bordes de la pieza. En los casos en que se necesita una precisión de micras para la planicidad, el juicio visual es imposible.
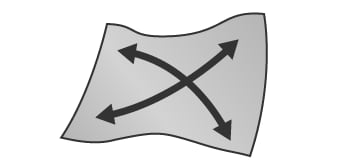
- A
- Torsión
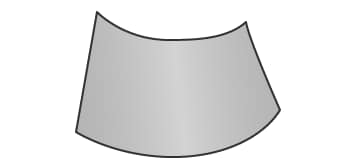
- B
- Curvatura (hacia arriba y hacia abajo)
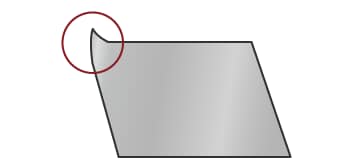
- C
- Deformación de cantos
La única forma de evaluar eficazmente la deformación y la ondulación es medir si las ondulaciones en toda la superficie del objetivo superan o no las tolerancias de planicidad y paralelismo de una muestra concreta. La planicidad y el paralelismo se explican detalladamente a continuación. La medición de ligeras ondulaciones en toda la superficie puede ser muy complicada y conlleva algunas dificultades. Más adelante presentaremos los métodos para medir la deformación y la ondulación, los problemas más comunes con los que se topa la gente al intentar realizar estas mediciones y las soluciones a estos problemas.
Paralelismo y planicidad
La deformación/ondulación compuesta por ondulaciones complejas puede definirse mediante GD&T. Generalmente se define mediante la tolerancia de forma de la planicidad o la tolerancia de orientación del paralelismo. Aunque similar en algunos aspectos, el paralelismo, a diferencia de la planicidad, requiere un punto de referencia (un plano o línea de referencia).
Planicidad
La planicidad se define como la desviación entre una superficie perfectamente plana y el plano de interés. A continuación se muestra un ejemplo de solicitud de planicidad en un plano de ingeniería.
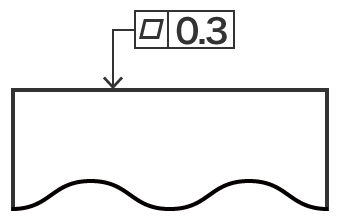
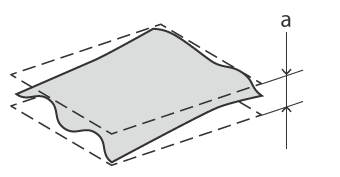
- a
- 0.3 mm (0.012") de variación o menos
La planicidad puede calcularse proyectando dos planos perfectamente planos y paralelos por encima y por debajo de la superficie de interés. El primer plano proyectado puede situarse en el punto alto de la superficie de interés. El segundo plano proyectado puede entonces situarse en el punto bajo de la superficie de interés. La distancia perpendicular entre los dos planos proyectados sería entonces la medida de planicidad resultante. Por lo tanto, cuando la tolerancia especifica lo plana que debe ser la superficie objetivo, la distancia entre el plano proyectado del punto alto y el plano proyectado del punto bajo debe ser menor que la llamada de planicidad para pasar la comprobación de tolerancia. En esta figura, la distancia de 0.3 mm (0.012") o menos se define como la tolerancia.
Paralelismo
El paralelismo es una indicación de GD&T que mide el grado de paralelismo entre dos líneas o planos.
La principal diferencia entre planicidad y paralelismo es que el paralelismo requiere un punto de referencia (un plano o línea de referencia).
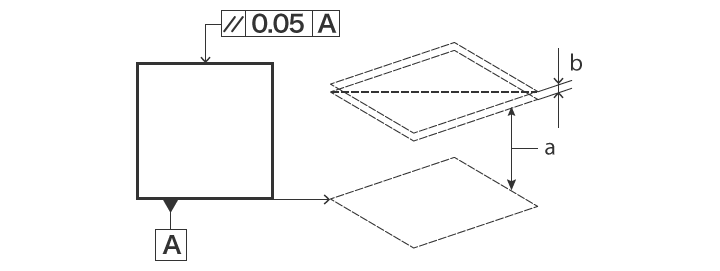
- a
- Proyección paralela
- b
- 0.05 mm (0.002") de variación o menos
El plano indicado por la flecha de instrucción en la figura debe ser paralelo al plano de referencia A (un plano que se define como plano incluso si hay deformación / ondulación en el objetivo real) y debe caer entre dos planos proyectados separados por no más de 0.05 mm (0.002") en la dirección de dicha flecha de instrucción.
Para objetivos delgados, tales como láminas de metal, láminas de plástico, películas, PCB y vidrio protector de teléfonos inteligentes, la variación en el espesor puede causar deformación/ondulación y afectar al paralelismo.
La importancia de la medición de la deformación/ondulación y problemas comunes
En muchos casos, la ondulación se produce como resultado del calor, la tensión residual u otras tensiones durante la fabricación. Los siguientes procesos y tensiones son causas típicas de curvatura.
- Prensado (tensión residual causada por el punzonado o el estampado)
- Condiciones durante el moldeo por inyección de plástico (temperatura y presión del plástico fundido y del molde)
- Montaje de componentes en placas de circuito impreso (calentamiento durante el proceso de reflujo)
En los materiales en láminas, que tienen un espesor desigual, la temperatura de almacenamiento puede provocar deformaciones/ondulaciones debido a las diferencias en la velocidad de expansión térmica.
Esta deformación u ondulación es un defecto de forma que afectará al proceso de fabricación y al índice de rendimiento. Cuando se producen deformaciones u ondulaciones en las placas de circuito impreso, pueden producirse fallos de contacto, como el levantamiento de los cables de los componentes electrónicos montados. Para mantener la estabilidad, es importante medir correctamente la curvatura del material antes y después del conformado.
Tradicionalmente se utilizan diversos métodos de medición para medir la deformación/ondulación, entre los que se incluyen los siguientes.
- Fijación de un medidor de altura a un brazo y lectura de las mediciones de altura cambiantes mientras se traza el medidor a lo largo de la superficie objetivo
- Utilizar un patrón de vidrio con una superficie plana y colocar un plano óptico en contacto con la superficie de medición para medir el número de franjas resultantes (franja de interferencia óptica: anillos de Newton)
- Medición mediante un sistema de medición de perfiles o una máquina de medición de coordenadas
La medición de la deformación/ondulación mediante estos instrumentos de medición convencionales de tipo contacto puede presentar algunos inconvenientes.
Problemas habituales en la medición de deformaciones y ondulaciones con sistemas de medición de perfiles
Un sistema de medición de perfiles mide y registra el perfil de un objetivo trazando su superficie con una sonda llamada lápiz óptico.
En los últimos años, se han desarrollado sistemas de medición de perfiles que utilizan un láser en lugar de un lápiz óptico para medir formas complejas trazando el perfil sin contacto. Algunos modelos son incluso capaces de realizar mediciones tanto de la superficie superior como de la inferior.
La medición de la deformación/ondulación mediante un sistema de medición de perfiles suele enfrentarse a los siguientes retos.

- A
- Pendiente ascendente
- B
- Pendiente descendente
- Dado que el objetivo se mide trazando a lo largo de una línea, es difícil identificar las características tridimensionales de deformación/ondulación.
- No es posible identificar las condiciones de toda la superficie del objetivo.
- Cuando hay irregularidades (virutas montadas) en la superficie medida, como ocurre en una placa de circuito impreso después de montar los componentes, es difícil detectar si hay o no deformación u ondulación en la propia placa.
- Fijar un plano de referencia utilizando líneas simples es difícil y, como consecuencia, pueden producirse errores de medición (véase la figura).
Problemas habituales en la medición de deformaciones y ondulaciones con máquinas de medición de coordenadas

En general, al medir la deformación o la ondulación con una máquina de medición de coordenadas, la sonda entrará en contacto con cuatro o más esquinas de la superficie medida del objetivo.
Por ejemplo, en el caso de una placa, se suelen recoger entre seis y ocho puntos. Cuando el área de medición es grande, la precisión de la medición de deformación puede mejorarse aumentando el número de puntos de datos para recopilar más datos de medición.
Sin embargo, las mediciones de deformación y ondulación se enfrentan a los siguientes problemas.
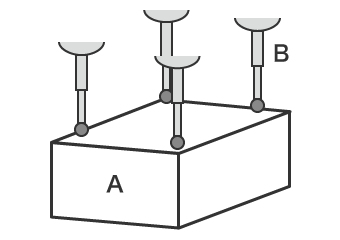
- A
- Objetivo
- B
- Sonda
- Como los puntos de datos se recogen por contacto, es difícil identificar la forma completa del objetivo.
- Medir más puntos para adquirir más datos de medición puede llevar mucho tiempo, e incluso con más puntos de datos es imposible comprender el objetivo en su totalidad.
Soluciones a problemas comunes de medición de deformación y ondulación
Dado que los instrumentos de medición de contacto convencionales miden formas utilizando líneas o puntos, no pueden medir toda la superficie del objeto de medición. Incluso cuando se miden más puntos para adquirir más datos de medición, se necesitan muchas horas de trabajo y aún así puede que no sea posible identificar la deformación o la ondulación y otras características de forma compleja para todo el objetivo. En muchos casos, la medición de la deformación o la ondulación requiere una experiencia, unos conocimientos y una habilidad que las empresas pueden no estar en condiciones de ofrecer. Conseguir el personal de medición necesario también es un problema importante, al igual que la variación de los resultados medidos entre distintos operadores.
Para resolver estas dificultades comunes de medición, KEYENCE ha desarrollado el perfilómetro óptico 3D de la Serie VR.
La Serie VR captura con precisión la forma 3D de toda una superficie mediante la medición sin contacto. También mide la forma general escaneando en 3D el objetivo en el escenario en tan solo un segundo con gran precisión. Esto permite realizar instantáneamente mediciones e inspecciones cuantitativas sin variación en los resultados de las mediciones. Esta sección presenta algunas ventajas específicas que puede ofrecer la Serie VR.
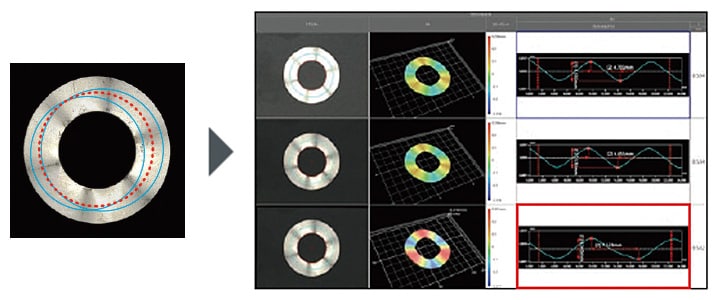
Ventaja 1: escanear la forma 3D de la superficie objetivo. La forma de todo el objetivo puede identificarse instantáneamente.
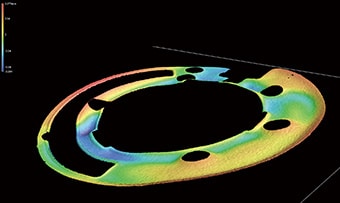
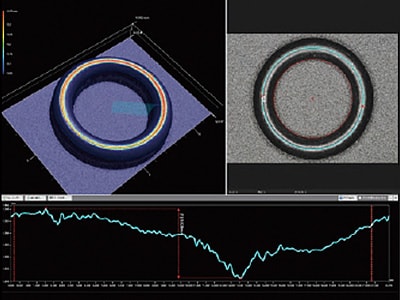
En el caso de piezas flexibles, como las juntas tóricas, la medición e inspección de deformaciones, ondulaciones o curvaturas mediante instrumentos de medición de contacto puede resultar difícil, ya que la presión de las sondas u otras herramientas modifica la forma de la pieza.
Con la Serie VR, solo tiene que colocar el objetivo en la plataforma y escanearlo. La forma tridimensional del objetivo puede captarse sin contacto y sin necesidad de fijación. El sistema permite realizar con facilidad mapas de colores de alturas y mediciones rápidas de perfiles, lo que hace posible visualizar e identificar las ubicaciones y los valores numéricos precisos de los defectos de forma. Esto facilita la identificación y corrección de los defectos causados por los moldes, los troqueles y las condiciones de conformado. Dado que los datos de forma se miden cuantitativamente, es posible gestionar fácilmente la deformación y la ondulación en función de las tolerancias o utilizar las mediciones para el análisis de tendencias.

Ventaja 2: visualizar la deformación y la ondulación en un mapa de colores. Compartir problemas utilizando datos visuales.
Durante el prensado pueden producirse deformaciones inesperadas de los materiales debido a la tensión mecánica. Hay que tener cuidado para evitar deformaciones, ondulaciones y otras deformaciones de formas. Sin embargo, con los instrumentos de medición convencionales de tipo contacto, puede resultar difícil medir la deformación y la ondulación en una pieza completa, especialmente en el caso de piezas metálicas pequeñas.
Incluso con piezas metálicas pequeñas y finas, la Serie VR puede realizar un escaneado sin contacto de toda la forma en tan solo un segundo con solo colocar la pieza en la plataforma. Esto permite capturar instantáneamente la deformación o la ondulación de todo el objetivo y mostrar los datos en un mapa codificado por colores. Al compartir datos que son fáciles de entender e interpretar visualmente, se pueden identificar las ubicaciones de los defectos y las causas potenciales, lo que permite tomar contramedidas rápidas y aplicar un mantenimiento preventivo.
Con la Serie VR, no es necesario un posicionamiento estricto del objetivo. Con solo colocar la pieza en la plataforma, su orientación se corrige automáticamente, lo que facilita la medición cuantitativa y la inspección.
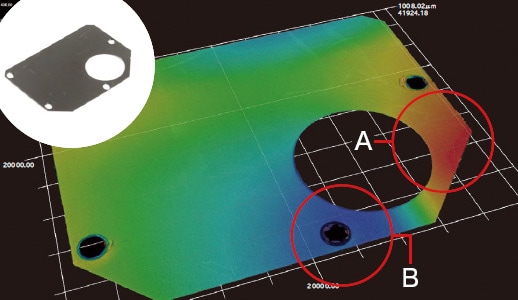
- A
- Alta
- B
- Baja
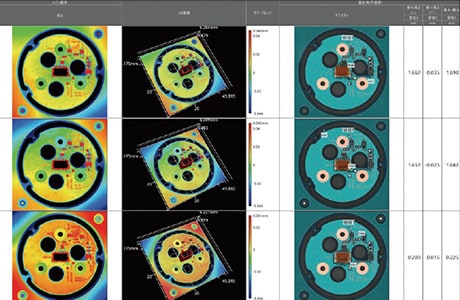
Ventaja 3: analice varios conjuntos de datos a la vez con diversas opciones de visualización de datos.
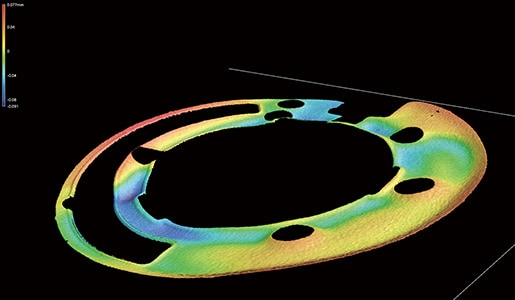
La Serie VR puede medir la forma tridimensional de toda una pieza escaneando la superficie objetivo en tan solo un segundo. Esto permite realizar mediciones cuantitativas de un gran número de piezas en menos tiempo que con los métodos convencionales. Se pueden mostrar en listas varios conjuntos de datos de medición recopilados de forma eficiente, y aplicar la misma serie de mediciones a todos los conjuntos de datos al mismo tiempo.
Esto permite medir la planicidad en varias piezas a la vez e identificar cualquier variación en instantes. Esto permite realizar fácilmente análisis cuantitativos sobre el alcance de cualquier deformación u ondulación al comparar piezas OK y piezas No Good (no buenas).
- Izquierda
- Con un instrumento convencional, la comparación exacta es difícil debido a las diferencias en los lugares de medición y a la variación de los valores medidos.
- Derecha
- Con la Serie VR, la medición se realiza instantáneamente sin necesidad de fijación. La comparación cuantitativa y el análisis de múltiples conjuntos de resultados de medición pueden realizarse fácilmente mostrándolos uno al lado del otro y aplicando la misma serie de mediciones a todos los conjuntos de datos al mismo tiempo.
Resumen: una mejora y mayor eficacia en la medición de la deformación y la ondulación
La Serie VR puede medir instantáneamente la deformación, la ondulación y otras deformaciones 3D mediante escaneado 3D de alta velocidad y sin contacto.
- Dado que se mide toda la superficie, es posible identificar todos los puntos de deformación y ondulación de la pieza y realizar mediciones de perfil en cualquier punto que se desee.
- La medición de formas sin contacto y de alta precisión es posible incluso para objetivos blandos como el caucho y el plástico flexible.
- No requiere fijación. Basta con colocar la pieza en la plataforma y presionar un botón para completar la medición.
- Las formas 3D pueden analizarse en un mapa de colores. Al compartir datos fáciles de entender y visualizar, resulta sencillo formular y aplicar contramedidas.
- Se pueden comparar y analizar fácil y cuantitativamente varios conjuntos de datos de medición.
Esto permite configurar parámetros como las tolerancias de planicidad para varios conjuntos de datos de medición al mismo tiempo. La identificación de productos OK/No Good y el intercambio de datos son posibles, lo que permite un análisis rápido y la localización de averías en piezas defectuosas. La Serie VR puede ofrecer mejoras espectaculares en la eficacia del trabajo de medición, análisis de defectos y aplicación de medidas preventivas.
