Medición eficaz de las deformaciones
Los instrumentos de medición utilizados para medir la deformación de una superficie incluyen relojes comparadores, sistemas de medición de perfiles y máquinas de medición de coordenadas. Sin embargo, como la deformación es una deformación tridimensional, es difícil medirlo con precisión utilizando estos métodos de medición convencionales, que dependen de puntos y líneas de medición.
Dependiendo de la forma y el tamaño del objeto, hay muchos lugares en los que la deformación no puede medirse con precisión utilizando métodos convencionales, o en los que la propia medición es físicamente imposible.
Aquí explicaremos los conocimientos básicos de deformación, los métodos de medición, los problemas de la medición convencional y la solución más reciente a estos problemas.
- Deformación
- Planicidad
- Causas y efectos de la deformación
- Importancia y problemas de la medición de las deformaciones
- Solución de problemas en la medición de deformaciones
- Resumen: una mejora y mayor eficacia en la medición de deformaciones difíciles
Deformación
La deformación es un término que describe cómo se curva o dobla un objeto. En general, la deformación de los productos industriales se refiere a la curvatura de los materiales de las placas, e indica si la planicidad supera los valores de tolerancia especificados.
Planicidad
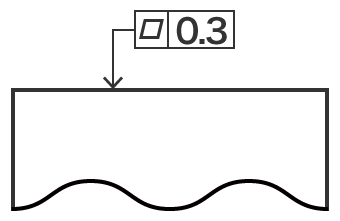
La planicidad se define como el tamaño de las diferencias entre una superficie nominalmente plana y un plano geométricamente correcto. En los dibujos, se indica de la siguiente manera.
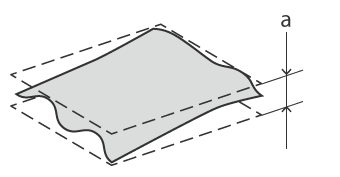
- a
- 0.3 mm (0.012") o menos
Suponiendo que el blanco esté intercalado por dos planos perfectamente planos y paralelos, la distancia entre esos planos es la planicidad. En otras palabras, cuando la tolerancia especifica lo plana que debe ser la superficie objetivo, la parte más convexa y la parte más cóncava deben estar dentro de dos planos paralelos por encima y por debajo de la superficie objetivo que estén separados por la distancia especificada.
A continuación se muestra una imagen de la especificación de la tolerancia de planicidad mostrada en el dibujo anterior.
Causas y efectos de la deformación
Existe una amplia gama de causas y efectos de la deformación en productos y piezas, dependiendo del material y de los métodos de fabricación y conformado. A continuación se ofrecen algunos ejemplos.
Deformación de productos moldeados de plástico
En el moldeo de plásticos, se producen deformaciones en los productos moldeados debido a causas como las diferencias de contracción cuando el material plástico se solidifica, las diferencias de temperatura de enfriamiento en el molde y la orientación del material.
En el moldeo por inyección, la deformación puede deberse al tiempo y la presión de inyección y al mantenimiento de la presión.
Deformación de las obleas
Una oblea está sometida a tensión (estrés mecánico) durante los procesos de producción. En muchos casos, dicha tensión no se aplica por igual a las caras superior e inferior de la oblea, lo que provoca deformaciones. Especialmente en el proceso de pulido, cuando la tensión en la superficie mecanizada es grande, puede producirse una deformación convexa (deformación hacia delante) o deformación cóncava (deformación hacia atrás) como resultado de la tensión residual.
Las obleas deformadas afectan a la tasa de rendimiento. Además de provocar fallos en el montaje de chips, la deformación puede dar lugar a otros problemas, como la caída de obleas provocada por fugas de vacío y fallos de succión.
Deformación de las PCB
Como resultado de unos diseños cada vez más compactos y de una mayor densidad de montaje en los componentes electrónicos, el método de reflujo se utiliza generalmente para el montaje de componentes. Sin embargo, pueden producirse deformaciones en las placas de circuito impreso debido al calentamiento en el proceso de montaje por reflujo.
Si se produce una deformación en una placa de circuito impreso durante el proceso de calentamiento por reflujo, puede provocar el levantamiento de los cables de los circuitos integrados montados, dando lugar a defectos de montaje o de conexión.
Incluso después del montaje, el calor generado por la fuente de alimentación durante el funcionamiento puede causar deformaciones en la placa de circuito impreso que provoquen el fallo de los contactos de los componentes y el mal funcionamiento del producto.
Deformación de placas metálicas
Las causas típicas de la deformación son el calor y la tensión residual que se aplican durante el prensado y otros tipos de trabajo del metal.
Sin embargo, si no se mantiene la planitud de la lámina para el prensado después de cortarla mediante el mecanizado por descarga eléctrica de alambre, esto puede afectar a la forma del producto después del prensado. Dado que en los materiales metálicos pueden producirse deformaciones debido a la dilatación térmica, es importante tener muy en cuenta las temperaturas de las plantillas y las máquinas de conformado, así como la temperatura de almacenamiento del material.
Importancia y problemas de la medición de las deformaciones
Además de los ejemplos anteriores de la deformación, hay muchos casos en los que la deformación se produce como resultado del calor o de la tensión residual. Para evitar la aparición de defectos y fallos y mantener una calidad estable, es importante medir con precisión la deformación del material antes del conformado y el de los productos después del conformado.
Como se muestra a continuación, se utilizan diversos métodos de medición para medir la deformación.
- Método para fijar un reloj comparador a un brazo y leer los cambios en el valor medido mientras se traza el reloj comparador a lo largo de la superficie objetivo
- Método consistente en utilizar un patrón de vidrio transparente con una superficie de medición plana y colocar los planos ópticos en contacto con la superficie de medición para medir el número de franjas (franja de interferencia óptica: anillos de Newton)
- Medición mediante un sistema de medición de perfiles o una máquina de medición de coordenadas
Sin embargo, la medición de la deformación utilizando instrumentos de medición convencionales de tipo contacto implica los siguientes problemas.
Problemas en la medición de la deformación mediante un sistema de medición de perfiles
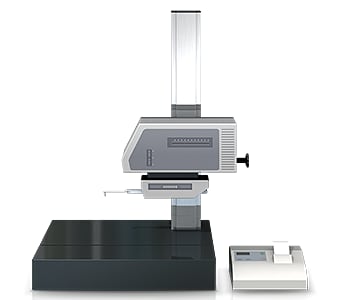
Un sistema de medición de perfiles mide y registra el perfil de un objetivo trazando su superficie con una sonda llamada lápiz óptico.
En los últimos años, se han desarrollado sistemas de medición de perfiles que utilizan un láser en lugar de un lápiz óptico para medir formas complejas trazando el perfil sin contacto. Algunos modelos son incluso capaces de realizar mediciones tanto de la superficie superior como de la inferior.
La medición de la deformación mediante un sistema de medición de perfiles plantea los siguientes problemas.
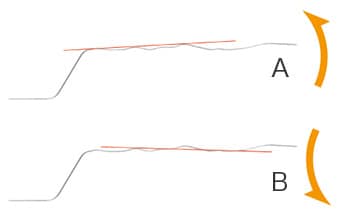
- A
- Pendiente ascendente
- B
- Pendiente descendente
- Como el objetivo se mide trazando a lo largo de una línea, es difícil identificar la deformación.
- No es posible identificar las condiciones de toda la superficie del objetivo.
- Cuando hay irregularidades (virutas montadas) en la superficie medida, como ocurre en una placa de circuito impreso después de montar los componentes, es difícil detectar si hay o no deformación de la propia placa.
- La fijación de un plano de referencia mediante líneas es difícil, por lo que pueden producirse errores de medición (véase la figura).
Problemas en la medición de la deformación con una máquina de medición de coordenadas

En general, para medir deformaciones con una máquina de medición de coordenadas, es necesario que el lápiz óptico entre en contacto con cuatro o más esquinas de la superficie medida del objetivo.
En el caso de una placa, por ejemplo, se suelen medir entre seis y ocho puntos. Cuando el área de medición es grande, la precisión de la medición puede mejorarse aumentando el número de puntos medidos para recopilar más datos de medición.
Sin embargo, la medición de la deformación plantea los siguientes problemas.
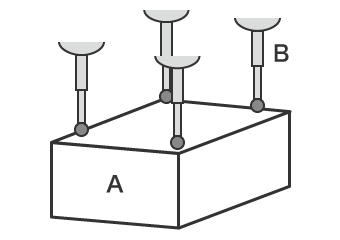
- A
- Objetivo
- B
- Sonda
- Dado que solo es necesario medir mediante contacto puntual, resulta difícil identificar la forma completa del objetivo.
- Medir más puntos para adquirir más datos de medición requiere mucho tiempo, y aún no es posible identificar la forma detallada de todo el objetivo.
Solución de problemas en la medición de deformaciones
Dado que los instrumentos de medición de contacto convencionales miden formas utilizando líneas o puntos, no pueden medir toda la superficie del objeto de medición. Incluso cuando se miden más puntos para adquirir más datos de medición, se necesitan muchas horas de trabajo y sigue sin ser posible identificar la deformación y otros elementos de la forma detallada de todo el objetivo. En muchos casos, la medición de la deformación requiere experiencia, conocimientos y habilidad. Conseguir el personal de medición necesario es un problema importante, al igual que la variación de los valores medidos entre distintos operadores.
Para resolver estos problemas de medición en la obra, KEYENCE ha desarrollado el perfilómetro óptico 3D de la Serie VR.
La Serie VR captura con precisión la forma tridimensional de toda la superficie de un objetivo sin entrar en contacto con él. Sin necesidad de un posicionamiento estricto, se puede realizar un escaneado 3D del objetivo en la plataforma en tan solo un segundo, para obtener una medición de alta precisión de la forma 3D. Esto permite realizar instantáneamente mediciones e inspecciones cuantitativas sin variación en los resultados de las mediciones. Esta sección presenta algunas ventajas específicas de la Serie VR.
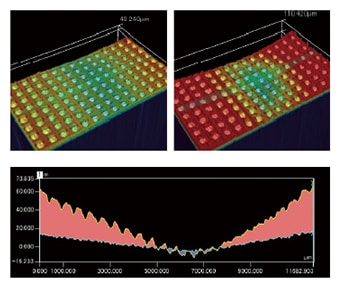
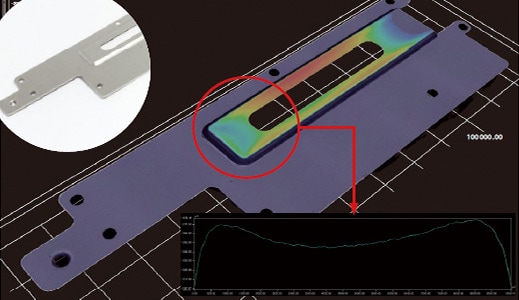
Ventaja 1: escanear la forma de la superficie. La forma de todo el objetivo puede identificarse instantáneamente.
Por ejemplo, el trefilado es un proceso de prensado que entraña un alto grado de dificultad a la hora de decidir las condiciones óptimas de procesamiento. Las tensiones mecánicas pueden provocar deformaciones inesperadas en los materiales. Hay que tener cuidado para evitar deformaciones y otros errores de conformado.
Con la Serie VR, solo tiene que colocar el objetivo en la plataforma y escanearlo. Se puede capturar la forma tridimensional del objetivo y no es necesario posicionarlo.
Dado que la altura del objetivo puede visualizarse en colores y que la medición del perfil es posible en cualquier parte del objetivo, es posible visualizar e identificar las ubicaciones y los valores numéricos precisos de los defectos de forma. Esto permite identificar y corregir sin problemas las causas de los defectos provocados por los moldes, las matrices y las condiciones de conformado.
Dado que los datos de forma se miden cuantitativamente, es posible controlar fácilmente la deformación basándose en los valores de tolerancia o utilizar las mediciones para el análisis de tendencias.

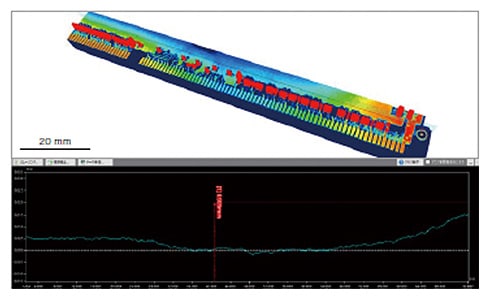
Ventaja 2: el escaneado sin contacto y de alta velocidad, que se realiza en tan solo un segundo, facilita la identificación de deformación de todo el objetivo.
La deformación de las placas de circuito impreso puede deberse al calentamiento durante el proceso de montaje por reflujo y puede provocar el levantamiento de los cables u otros problemas. Sin embargo, con los instrumentos de medición de contacto convencionales, es extremadamente difícil medir la deformación de toda la placa de circuito impreso después del montaje en superficie.
Con la Serie VR es posible escanear toda la forma sin contacto en tan solo un segundo, simplemente colocando la placa de circuito impreso con los componentes montados sobre la plataforma. Además de identificar la deformación de toda la placa de circuito impreso, también permite identificar instantáneamente el levantamiento de los componentes montados. Dado que los datos de perfil también pueden obtenerse en las ubicaciones de los defectos o en cualquier parte del objetivo, la Serie VR puede adquirir rápidamente datos detallados de los cambios de forma.
No es necesario posicionar cuidadosamente el objetivo. Con solo colocar el objetivo en la platafoma, la imagen se corrige automáticamente para permitir una medición cuantitativa y una inspección rápidas y sencillas.
Ventaja 3: capacidad de comparación cuantitativa y análisis de múltiples conjuntos de datos de medición.
La Serie VR puede medir la forma tridimensional de todo el objeto mediante el escaneado tridimensional de la superficie del objeto en tan solo un segundo. Esto hace posible la medición cuantitativa de un gran número de objetivos en menos tiempo que con los métodos convencionales. De este modo, se pueden mostrar en listas múltiples conjuntos de datos de medición recopilados de forma eficiente, y se puede aplicar el mismo contenido de análisis a todos los conjuntos de datos al mismo tiempo.
Las diferencias en los datos de forma de varios objetivos pueden confirmarse de un vistazo. Esto permite realizar análisis de lotes de planicidad utilizando múltiples conjuntos de datos, y realizar fácilmente una evaluación cuantitativa de cuánto se deforma una pieza NG en comparación con una pieza OK.
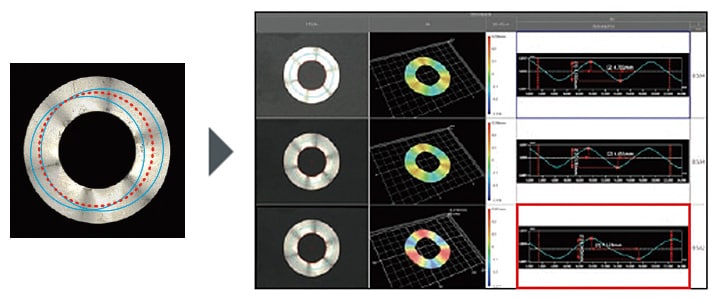
- Izquierda
- Con un instrumento convencional, la comparación exacta es difícil debido a las diferencias en los lugares de medición y a la variación de los valores medidos.
- Derecha
- Con la Serie VR, la medición se realiza instantáneamente sin necesidad de posicionamiento. La comparación cuantitativa y el análisis de múltiples conjuntos de resultados de medición pueden realizarse fácilmente mostrándolos uno al lado del otro y aplicando los mismos contenidos de análisis a todos los resultados de medición al mismo tiempo.
Resumen: una mejora y mayor eficacia en la medición de deformaciones difíciles
La Serie VR puede medir instantáneamente las deformaciones y otras formas 3D precisas mediante escaneado 3D de alta velocidad sin entrar en contacto con el objetivo.
- Dado que se mide toda la superficie, es posible identificar todas las ubicaciones de deformación en el objetivo y realizar la medición del perfil en cualquier parte deseada.
- No es necesario posicionarse. Basta con colocar el objetivo en la plataforma y presionar un botón para completar la medición.
- Las formas 3D pueden medirse fácilmente a altas velocidades con gran precisión. Esto permite medir un gran número de objetivos en poco tiempo.
- Se pueden comparar y analizar fácil y cuantitativamente varios conjuntos de datos de medición.
Además, al establecer una tolerancia para la planicidad, es posible juzgar fácilmente los productos OK/NG, y analizar los productos NG basándose en los datos. La Serie VR permite medir deformaciones de objetivos como placas de circuito impreso montadas en superficie que antes no podían medirse. Permite una medición rápida y precisa de deformación, una mejora espectacular de la eficacia del trabajo de medición y un análisis de datos sin fisuras.
