Control del robot de soldadura
Esta página presenta el control de robots de soldadura, incluyendo el control de los robots mediante la enseñanza y por medio del uso de sensores.

Control de robots mediante enseñanza
La enseñanza es un proceso que consiste en instruir a un robot sobre una operación de soldadura. Es indispensable para la introducción de robots. La enseñanza puede realizarse de dos maneras. En la enseñanza en línea, se opera el robot de manera real para que aprenda la operación. En la enseñanza fuera de línea, los datos 3D y las operaciones creadas con CAD u otros métodos se cargan en la memoria de un robot.
Aunque la enseñanza es un proceso importante para definir el funcionamiento del robot, requiere muchas horas de trabajo. La enseñanza en línea es cada vez más común, ya que requiere un número relativamente menor de horas-hombre para enseñar.
En la enseñanza en línea, un robot se opera de manera real para hacer la soldadura y el movimiento es detectado con sensores. El movimiento detectado con los sensores se almacena como un programa. Reproduciendo la operación almacenada (reproducción de enseñanza) se consigue la soldadura del robot.
En el proceso de soldadura robotizada, se puede mejorar la precisión de la soldadura automatizada mediante el uso de sensores sin contacto a modo de ojos para que el robot realice el control de trazado siguiendo las líneas de soldadura o la medición de la forma de la ranura.

Control de robots con sensores
Control con sensores de contacto
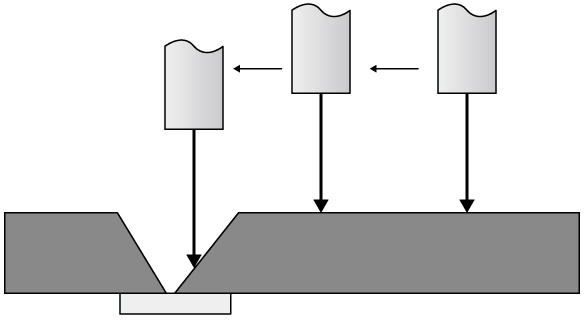
Cuando el material base llega a la línea, una sonda o un hilo fijado en el extremo del electrodo o de la antorcha rastrea la superficie y detecta la posición de soldadura. Se suelen utilizar dos tipos de sensores de contacto: los sensores de sonda de contacto y los sensores táctiles de hilo.
Un sensor de sonda de contacto detecta la posición de soldadura aplicando su sonda, que se mueve junto con la antorcha, a la ranura y haciendo que siga la línea de soldadura.
Un sensor táctil de hilo pasa una corriente débil a través de un hilo que se utiliza como material de aportación y hace que el hilo toque el material base para detectar las posiciones relevantes (como las posiciones de inicio/final de la soldadura o la posición de la junta de soldadura) de la misma manera que una persona con discapacidad visual utiliza un bastón. Tiene la desventaja de que, cuando el ángulo o la anchura de apertura de la ranura fluctúan, la detección puede llevar tiempo porque el sensor tiene que detectar repetidamente los puntos de contacto.
Ejemplos de detección utilizando un sensor de contacto (sensor táctil de hilo)
- Detección de placa
- Detección de hueco
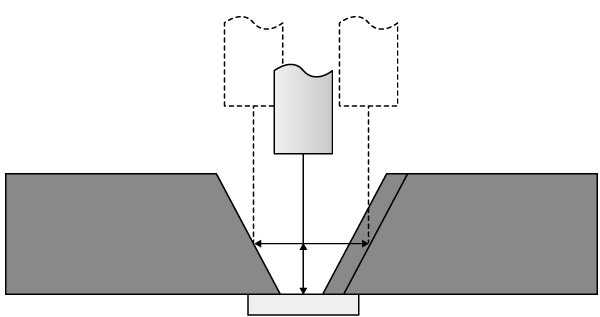
- Ejemplo cuando la anchura de apertura de la ranura cambia
Control con sensores sin contacto
Los sensores sin contacto utilizados para la soldadura robotizada incluyen los sensores de arco y los sensores de desplazamiento láser.
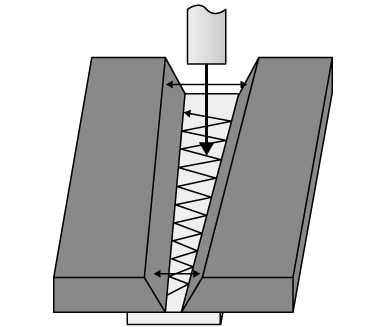
Los sensores de arco se utilizan en la soldadura por arco de tipo electrodo consumible para controlar la corriente de soldadura mientras el electrodo va cosiendo a lo largo de la ranura o para controlar la posición de la antorcha en función del cambio en el voltaje del arco. El costo es relativamente bajo, pero el control del trazador puede no ser posible dependiendo del material de la pieza de trabajo. En general, los sensores de arco no son adecuados para la detección de la forma de la ranura.
Por otro lado, los sensores de desplazamiento láser son medidores de desplazamiento que utilizan rayos láser y sensores ópticos. Pueden detectar y generar más información a mayor velocidad en comparación con otros sensores. Se pueden utilizar para el control rápido del trazador de las líneas de soldadura y pueden medir la forma de la ranura y retroalimentarla al control en tiempo real. La mejora de la precisión de la soldadura automatizada y la reducción del tiempo de procesamiento han llevado a un aumento en la adopción de los sensores de desplazamiento láser.
Los sensores de desplazamiento láser pueden clasificarse según el método de emisión del láser. Un tipo hace oscilar el punto del haz para irradiar el objeto y el otro tipo utiliza una línea láser para irradiar un área grande. Por ejemplo, en el proceso de piezas en bruto a medida (TB), que utiliza la soldadura por láser para unir múltiples láminas de acero con diferentes materiales y propiedades en formas complejas para fabricar materiales para el trabajo en prensa, un sensor de desplazamiento láser que utiliza una luz de hendidura permite detectar y controlar la línea de soldadura de forma rápida y precisa.
Los sensores que utilizan láseres azules pueden detectar la forma de los charcos de soldadura, incluso los que están enrojecidos por el calor inmediatamente después de la soldadura. Esto mejora la calidad de la soldadura automatizada mediante la optimización en tiempo real de varios parámetros que afectan la cantidad de deposición, como el voltaje y la corriente de la fuente de alimentación de la soldadura y la velocidad de soldadura.
- Un sensor láser que cubre una gran superficie permite medir y emitir la forma, la posición y el ángulo de la ranura con un solo cabezal de sensor.
-
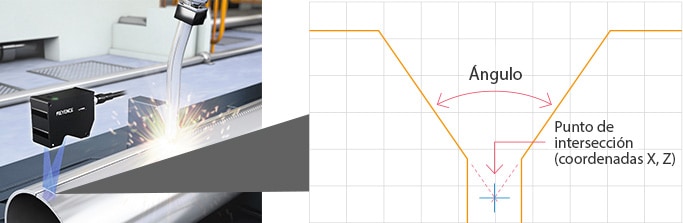
Ejemplo de control de ranuras con el Escáner láser 2D/3D de alta velocidad Serie LJ-X8000.

