Medición/inspección de la superficie de la soldadura
Además de la inspección visual, existen varios métodos de inspección de la superficie de la soldadura, como la prueba de partículas magnéticas (MT), la prueba de líquidos penetrantes (PT) y la inspección mediante un sistema de visión o un sensor de desplazamiento láser.
Esta página presenta las mediciones e inspecciones de la superficie de soldadura.

- Inspección de superficies con contacto
- Inspección de superficies convencional sin contacto
- Inspección de superficies sin contacto con un sensor de desplazamiento láser
Inspección de superficies con contacto
- Prueba de partículas magnéticas (MT)
- Este método es adecuado para la detección de defectos en y cerca de la superficie de materiales fuertemente magnéticos como el hierro y el acero. Cuando se magnetiza una pieza soldada, se produce una discontinuidad en el área magnetizada donde existe un defecto en la superficie o en la subsuperficie poco profunda (a aprox. 2 o 3 mm (0.08" o 0.12") de la superficie). El flujo magnético se escapa de la pieza y provoca polos magnéticos a lo largo del borde de la discontinuidad. Cuando las partículas magnéticas se aplican a la superficie de la soldadura en este estado, se convierten en pequeños imanes y son atraídas por los polos magnéticos que rodean el defecto. Las partículas forman un patrón de partículas magnéticas que muestra una línea de varias a varias decenas de veces más gruesa que la anchura del defecto real, lo que permite la observación visual de la falla.
- Prueba de penetración (PT)
- Este método se puede utilizar para la inspección de superficies de casi todos los materiales. Se aplica un líquido altamente penetrante de colores visibles o brillantes (penetrante) a la superficie de una soldadura. Después de que el líquido penetra en los defectos, se aplica un revelador para extraer el líquido y ampliar el defecto, lo que permite su observación visual.

Inspección de superficies convencional sin contacto
La inspección de la superficie la realizaban visualmente soldadores experimentados. Este tipo de inspección visual presenta varios problemas, como la necesidad de muchas horas de trabajo, la dificultad de conseguir trabajadores con suficientes conocimientos y experiencia, y la posibilidad de que se produzcan errores humanos, como pasar por alto los defectos.
El uso de un sistema de visión permite la inspección en línea, lo que aumenta la eficiencia. El problema es una detección errónea debido a la influencia de la luz ambiental alrededor del sensor o a irregularidades de color de la soldadura.
Inspección de superficies sin contacto con un sensor de desplazamiento láser
La forma del cordón se detecta en función del reflejo del láser emitido a la superficie de la soldadura.
Los sensores de desplazamiento láser generalmente requieren una cantidad óptima de luz reflejada para garantizar una detección estable de la forma. Los sensores de desplazamiento láser típicos convencionales ajustan la cantidad de luz para un objeto basándose en la intensidad de la luz recibida reflejada en toda la superficie del mismo. En consecuencia, tenían problemas con la detección errónea causada por la diferencia en la luz reflejada cuando se medían superficies curvas y superficies con diferentes colores.
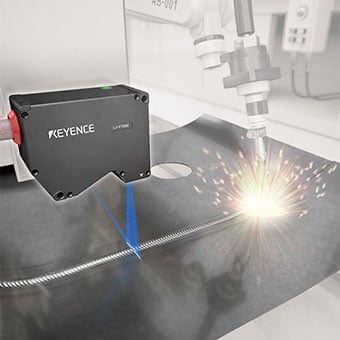
El Escáner láser 2D/3D de alta velocidad Serie LJ-X8000 detecta la forma del cordón emitiendo un láser de línea desde el cabezal del sensor y utilizando el método de sección de luz que mide la forma de la sección transversal en función de la luz reflejada. Su elemento receptor de luz con un rango dinámico 2400 veces más amplio que los modelos convencionales permite un reconocimiento preciso del perfil incluso cuando la soldadura objetivo tiene una superficie curva, brillo o irregularidades de color.
El cabezal compacto del sensor, capaz de realizar un muestreo de alta velocidad, es adecuado para la medición en línea.
Mecanismo de detección del método de sección de luz
La luz láser se propaga en un haz amplio mediante una lente cilíndrica y se refleja de forma difusa en la superficie del objeto. Esta luz reflejada se enfoca en una imagen en el CMOS, proporcionando una alta sensibilidad y un amplio rango dinámico. Esta imagen se utiliza para detectar los cambios de posición y perfil y medir el desplazamiento o la forma.
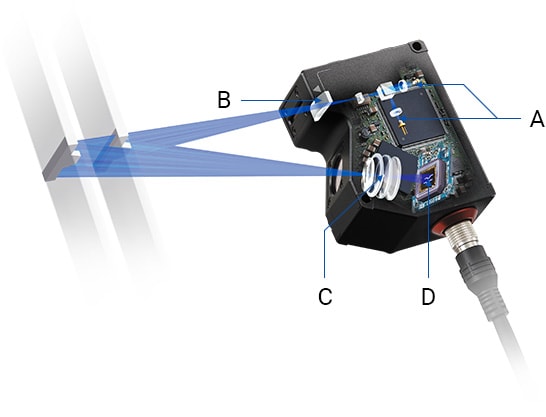
- Láser semiconductor
- Lente cilíndrica
- Lente Ernostar 2D
- CMOS

Amplio rango dinámico que garantiza una detección estable
Los sensores de desplazamiento convencionales requerían el ajuste de la potencia del láser o del tiempo de exposición cuando la luz reflejada fluctuaba. La Serie LJ-X8000 tiene un amplio rango dinámico que permite un reconocimiento preciso del perfil sin verse afectado por la diferencia en la intensidad de la luz reflejada causada por la inclinación o el brillo de la superficie de medición.

Detección de perfiles con el LJ-X
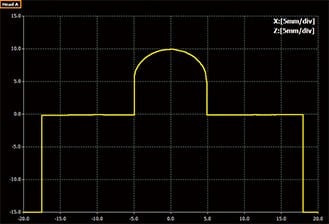
Los datos del perfil no se ven afectados por la diferencia de brillo
El láser azul no se ve afectado por los objetos calientes
Los sensores de desplazamiento de láser rojo típicos tienen un filtro de paso de banda delante de su receptor que sólo deja pasar la luz de unos 650 nm. Cuando el objeto es una placa de acero al rojo vivo, los componentes de longitud de onda de la luz radiante se encuentran principalmente entre el rojo y el infrarrojo. Esto significa que la detección se ve muy afectada por la luz ambiental.
La Serie LJ-X8000 ha adoptado un láser azul y está equipada con un filtro de paso de banda que sólo deja pasar la luz de unos 405 nm. Esto permite la medición incluso de objetos calientes inmediatamente después de la soldadura sin que se vean afectados por los componentes de longitud de onda entre el rojo y el infrarrojo.
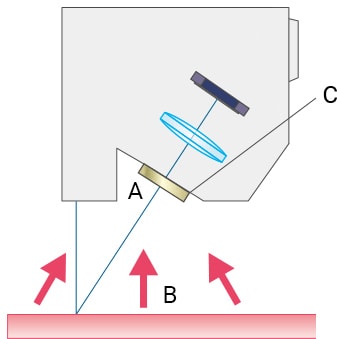
- Luz láser azul reflejada
- Luz radiante de objetos calientes
(incluyendo muchos componentes de longitud de onda entre el rojo y el infrarrojo) - Filtro de paso de banda que deja pasar la luz de alrededor de 405 nm solamente
(evitando la influencia de los componentes de longitud de onda entre el rojo y el infrarrojo)
A diferencia de las cámaras convencionales o de los típicos sensores de desplazamiento láser, la Serie LJ-X8000 logra una detección estable del perfil sin verse afectada por las chispas u otros ruidos ópticos generados durante la soldadura o la luz radiante de las placas de acero al rojo vivo inmediatamente después de la soldadura.
Esto permite, por ejemplo, la inspección a alta velocidad de la forma del cordón inmediatamente después de la soldadura mediante el seguimiento de la antorcha en el proceso de soldadura de piezas en bruto a medida (TB).
- Comparación de la detección de la forma del cordón en la soldadura de piezas en bruto a medida
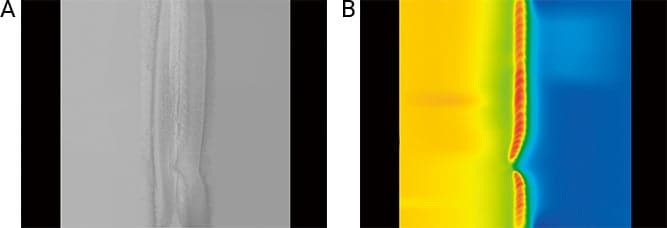
- A. Cámara convencional
- La medición era difícil debido a las condiciones inestables de la superficie, como las irregularidades de color y el brillo del objeto.
- B. Sensor de desplazamiento láser (Serie LJ-X8000) + Procesamiento de imágenes
- La forma del cordón se puede medir de manera estable sin verse afectada por el estado de la superficie del objeto.
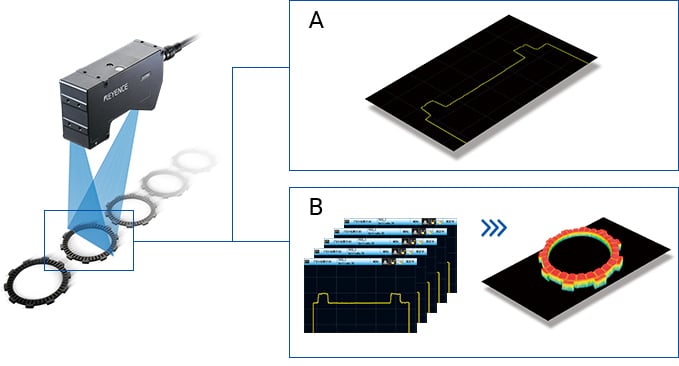
De este modo, la Serie LJ-X8000 permite la medición sin contacto de la forma intacta de los cordones de soldadura. Esto se puede aplicar a:
- Inspección de formas en 2D para detectar cordones de soldadura defectuosos (como socavado, solapamientos, refuerzos insuficientes o agrietamiento)
- Inspección de formas en 3D mediante el procesamiento de imágenes y el análisis de datos de forma de sección transversal continuos para lograr una inspección más detallada, como la búsqueda de defectos superficiales diminutos.
- Ejemplos de inspección de forma 2D/3D con la Serie LJ-X8000